
TL;DR
Single jersey and other technical knits curl and stretch the moment a blade touches them — it’s built into how the fabric is constructed, not a sign something’s broken. The real fix isn’t a slower line or a more attentive operator. It’s tensionless, synchronized feeding that lets the fabric arrive at the blade already relaxed, so the cut reflects the fabric’s true dimensions instead of a stretched, temporary one.
Every cutting room operator working with knits has seen it: the fabric looks fine going into the machine, then the cut edge curls, ripples, or comes out narrower than it should. It’s tempting to blame the operator, the blade, or the line speed. Usually, none of those are the real problem.
Curling Isn’t a Defect. It’s Physics.
Single jersey — the most common weft knit used in T-shirts, base layers, and casualwear — is built from loops, not interlaced threads like a woven fabric. The front face and back face of the loop structure sit under different tension. That imbalance is exactly what makes the fabric curl at a cut or unfinished edge. It’s a documented structural outcome of how the loops are formed, not a flaw in a specific roll of material.
Add tension during cutting, and the problem compounds. Research into how woven and knitted fabrics behave under bias and shear stress shows that fabric under load deforms elastically before it’s even cut. Meaning the shape you’re cutting isn’t the shape the fabric wants to hold once tension releases.
Cut it stretched, and it snaps back distorted the second it relaxes. For rib knits and technical tubular constructions, that snap-back doesn’t just cost a few millimeters of width — it throws off every downstream measurement that depends on that edge being accurate.
Where the Distortion Actually Comes From
Most knit distortion during cutting traces back to one of three points in the process:
- Manual tracking adjustments. An operator nudging the fabric to compensate for drift introduces exactly the kind of uneven pull that causes curling and skewed edges.
- Start-up jerk. The first few seconds of a run — before speed stabilizes — is when fabric gets yanked hardest, and it’s often where the worst distortion shows up.
- Unsupported tension zones. Any point where the fabric isn’t actively guided or supported is a point where it can twist, especially on tubular knits that want to roll along their own axis.
None of these are operator failures. They’re the predictable result of feeding elastic material through a system that isn’t built to account for how elastic material actually behaves.
Fabric under manual tension → cut applied → tension releases → edge curls / narrows / skewsWhat Tensionless, Synchronized Feeding Actually Fixes
The fix isn’t better technique. It’s removing tension from the equation before the blade ever touches the fabric.
Synchronized feeding locks the speed of the fabric source to the speed of the cutting head, ensuring the material moves through the system without pulling or holding back at any point. When you achieve precise synchronization, the fabric reaches the blade in a relaxed state—meaning the blade cuts the fabric’s true, unstressed dimensions. The material never snaps back after you make the cut, because the feed system never stretched it in the first place.
This system delivers the biggest impact on the exact materials that cause the most headaches on a conventional line: single jersey, rib knits, and tubular technical knits, where the fabric’s very construction bakes in tension differences between layers or directions.
Where the Euro-Collarette Series Fits
We built the Euro-Collarette Series specifically around this problem.
Its electronic soft-start eliminates the initial jerk at the beginning of a run. By bringing the fabric up to cutting speed gradually rather than abruptly, the system prevents distortion right where it usually starts.
We designed the band and fabric guides specifically for technical tubular knits. They support and align the material through the cut, stopping it from twisting or rolling on its own. Pair this layout with variable cutting speeds that adapt to different knit constructions. The machine easily balances the structural differences between a tricky single jersey and a heavy rib knit instead of running everything at a single speed.
You get an edge that holds its true dimension run after run. No operator manual adjustments required.
Why This Matters Before the Sewing Line Ever Sees the Fabric
A distorted edge doesn’t announce itself at the cutting table.
It shows up two or three stations later. A panel that measured perfectly on the cutting log suddenly refuses to align with its counterpart at the sewing machine. By then, the true cost skyrockets far beyond the price of the fabric itself. You’re paying for the labor to catch the defect, pull the ruined panel, and recut a replacement from fresh stock.
Fix the edge early. Getting it right at the cutting stage remains the cheapest place in the entire production chain to solve this problem. Everywhere downstream, that same fix costs more.
See the Euro-Collarette Series in Action
It steals your line speed. It drives up rework and triggers constant assembly rejects. If edge distortion on technical knits is costing your factory time and money, you need to change your process. See how synchronized feeding and precision band guiding handle your fabric differently.
Visit the Euro-Collarette Series page for full specifications. Or reach out to Håkan Steene at h.steene@svegea.se to talk through your specific fabric and production setup.

TL;DR
Cutting rooms routinely lose 10-15% of raw material to scrap, and some estimates run even higher. Active material optimization tackles this head-on. Synchronized feeding, precision fabric cutting, and tight tension control let facilities keep more of the fabric they pay for. The payoff isn’t just a smaller waste pile — it’s fewer downstream rejects and a healthier margin on every roll.
Material costs eat up more than half the total production budget in apparel manufacturing. Yet the cutting room — the single biggest opportunity to control that cost — is still where factories lose the most. Manual layouts, inconsistent tension, and operator guesswork have turned scrap into something everyone accepts.
That tolerance is getting harder to justify. Researchers tracking cut-and-sew waste across the apparel supply chain put the number at roughly 10-15% of fabric discarded before it ever becomes a garment. This figure traces back to sustainability researcher Timo Rissanen and has held up across more recent industry reviews. A separate fact sheet on clothing and textile waste puts a similar figure on how much delivered fabric ends up on the cutting room floor (resource.stopwaste.org/fact-sheet/clothing-and-textiles). Multiply either number across a full production run, and the math stops being a rounding error.
Active material optimization is how factories claw that margin back. It pairs automated material handling with precision cutting technology so scrap gets designed out of the process instead of cleaned up after the fact.
What Fabric Scrap Actually Costs You
Every offcut and rejected panel costs a factory twice. First, you’ve already paid for material that never becomes a finished garment. Second, someone still has to handle and dispose of it — that’s labor and disposal fees on top of the wasted fabric itself.
The bigger issue is what bad cutting does further down the line. When tension drifts during cutting, panels warp slightly — not enough to catch in a quick inspection, but enough to pull unevenly once stitched. That mismatch shows up at the sewing stage as a reject, and now you’re paying to recut from fresh stock and eating the labor twice.
What “Active” Optimization Actually Means
Most cutting rooms run reactively: feed the roll in, let the operator adjust for wrinkles or tension shifts as they show up. Active material optimization flips that. Instead of reacting to problems after they appear, automated systems monitor and stabilize the material continuously through the cut.
Getting there means controlling three things at once:
- Mechanical alignment — keeping material square (or precisely on the bias) relative to the blade
- Tension control — preventing the stretch or compression that rollers introduce as fabric moves through the line
- Dimensional consistency — the same component width from the first meter of a roll to the last
Nail these three, and you can tighten margins between components, compress nesting layouts, and cut wide-trim waste dramatically.
Synchronized Feeding: Where Tension Control Actually Happens
Knitted and elastic fabrics are the hardest to get right. They stretch under the slightest pull, and if a blade cuts fabric while it’s under tension, the material snaps back to its relaxed shape the moment it’s released — and that snap-back is where dimensional errors come from.
Fabric under tension → cut applied → fabric relaxes → dimensional inaccuracy / scrap
Synchronized feeding solves this by locking the speed of the fabric source — a turntable, a roll support — to the speed of the cutting head itself. Svegea’s True-Drive II system, for example, uses electronic synchronization to remove physical pull on the material entirely, so fabric reaches the blade already relaxed. Cut on true dimensions instead of stretched ones, and the downstream warping that ruins components simply doesn’t happen.
Precision Fabric Cutting, By Machine Design
High-yield cutting machinery is the most direct lever a factory has for pulling waste out of the cutting room. It replaces manual guesswork with mechanical consistency.
The Svegea CMS 1800A2 Strip Cutter is a good example of what that looks like in practice — a PLC-controlled knife carriage paired with an integrated dust grinding unit, holding tight tolerances across a working width of up to 1650 mm. That consistency is what lets a machine extract more usable product from every roll, run after run.
The Svegea Euro-Collarette Series solves a related but different problem: guiding technical tubular knits, single jersey, and rib fabrics through variable cutting speeds without distortion. Its electronic soft-start eliminates the jerking motion that typically wastes fabric in the first few seconds of a run — a small detail, but one that adds up over hundreds of production cycles.
Traditional workflow: manual feed → tension shifts → inconsistent widths → high scrap rate
Optimized workflow: synchronized feed → controlled tension → precision cut → minimal waste margin
Waste Reduction Has to Live in the Workflow, Not Just the Machine
New equipment only gets you halfway. The other half is how the floor actually operates day to day, especially when dimensions change between orders.
In a lot of factories, changing cut dimensions still means stopping the line, manually adjusting blades, and running test cuts until the new size checks out — burning both time and fabric in the process. Flexible cutting systems with tool-free width adjustment and precise mechanical scales cut that changeover down to minutes, and the first cut of a new run comes out usable instead of scrap. That matters most for smaller, custom orders, where setup waste can otherwise eat the whole job’s margin.
Keeping It Working: A Few Habits Worth Building In
Optimization isn’t a one-time upgrade — it holds up better with a bit of ongoing discipline:
- Run a waste audit. Track scrap weight per shift against total fabric used to find where losses actually concentrate.
- Trace downstream rejects back to their source. When a sewn component gets rejected for distortion, follow it back to the original cutting or tension issue.
- Calibrate on a schedule. Blades and synchronization sensors drift over long runs — a routine maintenance schedule catches that before it shows up as scrap.
None of this is glamorous work, but it’s the difference between a cutting room that quietly bleeds margin and one that doesn’t.
Optimize Your Textile Cutting Efficiency
Curious how precision Swedish engineering could tighten up your cutting room, stabilize material tension, and cut fabric waste? For technical guidance, machinery specs, or a conversation about your production layout, reach out to Håkan Steene at h.steene@svegea.se or visit svegea.se.
The Hidden Connection Between Plant Safety and Worker Retention
A busy garment factory floor depends entirely on the steady hands of its operators. Still, many plant managers face a familiar problem: high turnover and rising absenteeism. When output slows, managers usually check production schedules or operator training first. The real cause, though, often hides in plain sight. It is physical fatigue caused by poor workstation setup and repetitive strain.
Plant safety is not only about avoiding regulatory fines or checking compliance boxes. In modern apparel manufacturing, a safe floor is the foundation of employee retention.
According to the Occupational Safety and Health Administration (OSHA), musculoskeletal disorders (MSDs) remain a leading cause of lost or restricted work time across general industries. Workers who face daily physical strain eventually move on to less demanding jobs. By turning strenuous manual tasks into safer, smarter processes, manufacturers can stabilize their workforce and protect production quality.
Addressing the Strain of Material Transit and Fabric Preparation
Where do the highest physical risks occur on a textile production line? Most people point to the sewing floor first. Sewing does demand sustained focus, but the earlier stages of material preparation often require the heaviest physical exertion.
Moving heavy fabric rolls, bending over low cutting tables, and manually guiding material through slitting machines all place real stress on an operator’s back, neck, and shoulders. Industry insights from Textile School note that repetitive motions combined with awkward postures accelerate operator fatigue significantly.
Picture a traditional manual roll-slitting process. Operators must load heavy rolls by hand, reach forward continually, and hold rigid postures to keep material aligned as it feeds through an open blade. Across an eight-hour shift, that repetitive strain wears down precision and raises the risk of an acute injury. When operators must physically fight the machine just to keep fabric straight, the floor environment is already working against basic safety principles.
Engineering Controls: The Smart Alternative to Manual Strain
Progressive manufacturers respond to these hazards with physical changes to the factory floor rather than relying only on training or personal protective equipment. Safety specialists call this approach “engineering controls.” Instead of managing risk around a hazard, engineering controls modify or replace the equipment, so the hazard is designed out entirely.
Enclosed cutting chambers are a clear example. When a machine fully encloses the blade during the cut cycle, operators no longer need to work near an exposed edge or brace against moving material. Automated roll loading takes this further, removing the need for an operator to manually lift, position, and feed heavy fabric rolls by hand.
This shifts the operator’s role from strenuous physical labor to safer system monitoring, without slowing down output.
Safety by Design: The Strip Cutter FA 500
Modern industrial machinery increasingly builds these ergonomic principles directly into the equipment. A clear example of this design philosophy is the Svegea Strip Cutter FA 500, a heavy-duty, fully automatic roll-slitting machine built to handle a wide range of materials, including open knits, woven fabric, PVC, vinyl, satin, polyester, non-wovens, and select paper products.
Rather than exposing operators to an open blade and manual roll handling, the FA 500 is totally enclosed during the cut cycle, keeping the cutting action fully contained while it runs. Pneumatic fabric loading support helps manage the transition between rolls, reducing the manual lifting and repositioning that typically strains an operator’s back and shoulders.
The machine also gives operators precise, low-effort control over the process itself. Up to three preset cut widths and cut counts can be programmed per cycle, with three standard programs run through a touch screen panel rather than manual adjustment. Blade penetration speed and material roll rotation are both adjustable, so the cut can be tuned to the material instead of forcing an operator to compensate by hand.

Automatic blade sharpening, with adjustable sharpening time, keeps performance consistent without a manual mid-shift intervention, and every function runs under PLC control for repeatable, predictable results. An optional automatic blade cooling device is also available for materials that need extra care during cutting.
Together, these features remove several of the manual strain points common to older slitting setups: exposed blades, manual roll loading, and hands-on speed adjustment. The result is a cutting station where the operator manages the process rather than physically wrestling with it.
A Simple Walkthrough for Your Floor Audit
Improving plant safety does not require an immediate, multi-million-dollar overhaul. A targeted assessment of your current layout is a reasonable place to start:
1. Observe Postures: Watch your cutting and slitting stations for thirty minutes. Do operators frequently bend past a 90-degree angle or reach above shoulder height?
2. Track Minor Absences: Cross-reference frequent, short-term operator absences with specific, high-effort workstations on your line.
3. Evaluate Material Loading: Measure how far an operator must manually carry or lift a fabric roll before it safely locks into the machine feed.
4. Check Blade Exposure: Note whether any part of your current slitting process leaves a blade or edge accessible to an operator during normal operation.
These observations will pinpoint exactly where manual strain and exposure risk threaten both your team’s health and your line’s productivity.
TL;DR: Plant safety directly shapes worker retention and factory output. Most safety conversations center on the sewing floor, but the heaviest physical strain often happens earlier, during material transit and fabric preparation. Engineering controls like fully enclosed, automated strip cutting reduce repetitive stress injuries and protect your bottom line.
Optimize Your Production Floor Safety
Every manufacturing facility handles fabric differently, and the right slitting setup depends on your specific volume, material types, and floor layout. If you would like to discuss practical ways to reduce material handling strain and improve safety on your cutting floor, Håkan Steene can walk you through the technical options for the Strip Cutter FA 500 and other Svegea solutions. Reach him directly at h.steene@svegea.se to schedule a consultation.

A production line can look busy and still be losing time. Operators are cutting, sewing machines are running, and yet the order will not ship on schedule. When a plant manager traces the delay back far enough, it rarely starts at the sewing station. It starts earlier, in the unglamorous steps where tubular fabric gets slit, trimmed, and turned into usable binding or panels.
These early-stage bottlenecks are easy to miss because no single step looks like the problem. Each delay is small. Multiplied across a production run, though, three specific bottlenecks quietly decide whether a Q3 deadline gets hit or missed.
TL;DR: Garment manufacturing bottlenecks rarely announce themselves. They build up in manual trimming, inconsistent slitting speeds, and slow changeovers between fabric widths. Fabric slitting efficiency, achieved through tension control, automated edge tracking, and faster setup, directly addresses all three. Textile automation does not replace skilled operators; it protects their time for work that actually needs judgment.
Bottleneck One: Manual Trimming That Drifts Over a Shift
Most garment factories still ask operators to guide, align, or trim tubular fabric by hand at some point in the process. It is a reasonable setup for low volume. It becomes a liability at scale.
Human attention is not constant. A worker who trims fabric accurately at 8 a.m. will produce slightly uneven widths by 3 p.m., simply because sustained repetitive tasks wear down hand-eye precision. This is a well-documented feature of manual, repetitive work, not a comment on any individual operator’s skill.
The output of that drift shows up downstream, not on the cutting table. A binding strip that is a millimeter too narrow gets flagged during quality control. A neckline collarette that is slightly off-width causes a stitching problem on the sewing floor. By the time the issue is traced back to its source, the fabric has already been wasted, and the schedule has already slipped.
Bottleneck Two: Slitting Speed and Tension That Fight the Fabric
Tubular knit fabric holds tension from every process it has already passed through: knitting, dyeing, finishing, and winding. That stored tension does not disappear on its own. McKinsey research on apparel manufacturing notes that many apparel companies still run long, laborious, and largely linear production processes, which puts them at a real disadvantage as automation reshapes the competitive landscape. Slitting is one of the clearest places that disadvantage shows up on the factory floor.
When a slitting line pulls fabric through too fast or unevenly, the material stretches. It relaxes later, after cutting, and the panel or strip distorts. This is why some factories build in an oversized safety margin: cutting a little extra fabric so a distorted edge still falls within tolerance.
That margin is not free. It is fabric that gets bought, transported, stored, and then thrown away. Left unmanaged across a full production run, inconsistent tension is one of the more expensive garment manufacturing bottlenecks, because it hides inside a cost line that looks like normal waste rather than a fixable process problem.
TL;DR: Uneven slitting tension does not just create scrap. It creates fabric that appears usable, gets cut, and only reveals its distortion once it reaches the sewing line, where the cost of correction is much higher than the cost of the fabric itself.
Bottleneck Three: Changeovers That Stall the Whole Floor
Few factories run one fabric width all day. Between garment sizes, colorways, or contract specifications, a slitting or collarette line usually needs to stop, get manually readjusted, and start again. That changeover routine, if done by hand, can take a meaningful chunk of a shift.
The effect compounds when slitting and the next process, such as collarette or binding cutting, run as separate, disconnected stations. Rolls move between machines by hand, which adds handling time and introduces a real risk of stretching or damaging fabric that was already tensioned correctly.
Supply chain researchers have flagged a related pattern at the macro level. NetSuite’s 2025 apparel industry report found that most fashion supply chain leaders report ongoing operational challenges, and that companies often take far longer to plan and execute a response than their sales cycle allows. A factory floor with slow, manual changeovers is essentially running the same problem in miniature, order after order.
Why Fabric Slitting Efficiency Is the Fix, Not Just a Buzzword
“Textile automation” gets used loosely, so it helps to be specific about what actually resolves the three bottlenecks above. Three mechanical questions tend to matter most:
- Edge tracking: Does the machine follow the fabric edge automatically using a sensor or photocell, or does accuracy depend on an operator’s eye?
- Tension control: Is fabric fed at a controlled, even tension, or pulled through at whatever speed the line happens to be running?
- Changeover speed: Can width or size changes happen in minutes, or does every changeover mean a near-total teardown of the cutting head?
Answering these three questions honestly is a more useful audit than asking whether a factory is “automated” in general. McKinsey’s analysis of fashion sourcing trends points out that apparel-manufacturing automation is still developing overall, but that the technologies already available show real potential to offset cost and speed disadvantages, particularly at the fabric preparation stage where manual variation does the most damage.
What This Looks Like on a Real Production Line
Machines built specifically for tubular knit processing offer a useful reference point. Svegea’s Euro-Collarette Series, for instance, is designed around the same three questions raised above: automated fabric guides and variable cutting speed compensate for changes in fabric tension instead of fighting them, and width adjustments on the semi-automatic models can reportedly be made in minutes rather than requiring a full mechanical reset.
This is not a claim that one machine line solves every bottleneck in every factory. Fabric type, order volume, and existing floor layout all change the calculation. The point is that tension control, edge tracking, and fast changeovers are achievable engineering targets, not aspirational ones. Any tubular knit slitting or collarette cutting setup, regardless of manufacturer, can reasonably be measured against them.
Building a Simple Bottleneck Audit
For a plant manager trying to hit a strict Q3 deadline, a full equipment overhaul is rarely the first move. A short audit usually is:
- Track how often quality control rejects panels or bindings for width or edge inconsistency over one week.
- Time an actual changeover, start to finish, rather than relying on the estimate everyone assumes is true.
- Check whether fabric tension is actively controlled during slitting or simply a byproduct of line speed.
These three data points, collected honestly, usually indicate whether the bottleneck lies in equipment, training, or workflow design before any purchasing decision is made.
TL;DR: Garment manufacturing bottlenecks are solvable, but only once they are correctly located. Manual trimming, uncontrolled slitting tension, and slow changeovers are the three most common causes. Fabric slitting efficiency, built on edge tracking, tension control, and fast setup, addresses all three directly.
Talk Through Your Specific Setup
Every factory floor is different, and the right fix depends on fabric type, order volume, and current layout. If it would help to talk through where your bottlenecks are actually coming from, Håkan Steene can walk you through the specifics. Reach him directly at h.steene@svegea.se.
Order sizes are shrinking, and not because demand is drying up. A brand that once committed to 5,000 units of a single style now wants 300 units across three colorways. To complicate matters, they expect a quick reorder in two weeks if the first run sells out. This rapid rise of micro-collections has transformed small-batch garment manufacturing into a normal part of doing business, not a niche service.
The factories that handle this shift well are not necessarily the largest operations. Instead, they are the agile facilities that can change what they are cutting without losing half a shift to set up.
Why Smaller Orders Are Becoming the Norm
This shift has been building for a while. Fast-fashion retailers pioneered this model by reaching a 10-day turnaround from spotting a trend to placing a product on the market. They achieved this speed largely by keeping production agile and batches small, a strategy analyzed thoroughly by McKinsey & Company at https://www.mckinsey.com. That kind of speed only happens when your floor equipment keeps pace with the schedule, not the other way around.
TL;DR Embracing on-demand textile production requires a floor built for agility. Most factories lose profitable time at the changeover, not during the actual cut. Modern equipment engineered for frequent spec changes determines how many micro-orders your line can absorb.
The Real Bottleneck Is the Changeover, Not the Cut
Most friction in small-batch work occurs at the changeover. When you switch a line from one fabric weight to another, or from one strip width to the next, production stalls. Operators must manually reset guides or blades, and then they must run test cuts before the machinery produces usable output.
Lean manufacturing defines this problem as setup time. The Single-Minute Exchange of Die (SMED) methodology, which Shigeo Shingo developed at Toyota, exists specifically to push changeovers down to single-digit minutes. It achieves this by separating the steps that truly require a stopped machine from those that operators can perform while the line runs. You can explore these lean principles further at https://www.leanproduction.com.
Factories that fail to apply this thinking discover that mechanical downtime during changeovers, rather than raw cutting speed, severely limits how many small orders they can accept each week.
What Flexible Cutting Equipment Actually Looks Like
Consider the physical reality on your floor. A traditional line built exclusively for long, uniform runs usually features complex dials, specialized tools, and numerous steps between jobs. Every extra tool change or manual calibration acts as a roadblock where a quick order gets stuck behind a slow setup.
To handle varying fabric weights and widths without losing hours of profitable production, modern facilities rely on flexible cutting systems. These systems share a few vital traits:
-
Tool-less width adjustments that do not require machine disassembly.
-
Intuitive controls that an operator can master in a single shift rather than a week.
-
Tight mechanical tolerances that eliminate lengthy trial-and-error periods so your first cut is usable.
Svegea’s Semi-Automatic Range in Practice
Svegea engineered its semi-automatic range with this exact variety in mind, moving away from the rigid design of traditional, single-spec machinery to prevent costly mechanical downtime.
The Strip Cutter SC 300
The SC 300 solves a different part of the agility puzzle by processing roll-fed material rather than tubular knits, making it an ideal choice for high-precision fabric roll slitting. It slits a wide range of substrates, including open knits, woven fabrics, satin, polyester, and technical non-wovens.
[Strip Cutter SC 300] ──> Widths set electronically via one-button operation
──> Holds cutting tolerance of ±0.5 mm
──> Eliminates manual trial cuts
For a factory juggling several small client orders in different fabric types over a single week, this combination of width flexibility and material range eliminates the guesswork that normally inflates setup costs. You can view the full specifications at https://svegea.se/product/strip-cutter-sc-300/.
What This Does, and Does Not, Solve
Implementing flexible cutting systems alone will not completely solve the small-batch puzzle. Production scheduling, sourcing fabric in smaller lot sizes, and smart labor planning matter just as much.
However, on the cutting room floor, the equipment question remains straightforward: can your machine move from one specification to the next in minutes, using an operator who has not spent years learning its quirks? Lines that can answer yes absorb the high-margin, fast-turnaround orders that are defining modern on-demand textile production. The alternative is turning them down because the setup time eats into the profit.
TL;DR Flexible cutting systems win on changeover time, not raw speed. Tool-less width adjustments, straightforward controls, and precise out-of-the-box tolerances let your line move between small orders in minutes instead of hours.
Optimize Your Cutting Floor
If you are weighing options for a production line that must handle a greater variety without adding headcount or expanding your training pipeline, let’s talk data.
Connect directly with Håkan Steene, Managing Director at Svegea of Sweden, at h.steene@svegea.se to discuss your specific machinery requirements. We can audit where your changeover time is currently going and find the exact setup to protect your margins on short runs.

Every plant manager has seen it: a sewing room fully staffed and ready, sitting idle because the fabric hasn’t arrived. It is tempting to blame scheduling or a slow supplier. However, the real bottleneck often sits a few steps earlier, where the tubular knit fabric gets processed before it ever reaches a cutting table. Tubular fabric processing covers everything from opening the knitted tube to slitting it into usable widths. Small inefficiencies at this stage multiply quickly as material moves downstream toward the sewing floor.
TL;DR Most throughput problems in garment manufacturing do not start in the sewing room. They start upstream, where workers open, slit, and prepare tubular knit fabric. Manual trimming, fabric tension, oversized waste margins, and slow changeovers are the usual suspects. Spotting them early protects both your yield and your schedule.
When Manual Trimming Adds Up
Many factories still rely on operators to guide, align, or trim tubular fabric by hand. It works until a shift runs long. Hand-eye coordination drifts after several hours of repetitive cutting. Even a skilled operator will produce slightly uneven widths by the end of a run. Those small variances do not disappear on their own. They later resurface as rejected panels or non-compliant bindings, and a quality control inspector calculates exactly what got wasted and why.
Why Knit Fabric Pushes Back During Slitting
Tubular knit fabric is not a flat, stable material to begin with. Its interlocking loops hold tension from every stage it has already passed through, including knitting, dyeing, finishing, and winding. When a machine pulls fabric too hard or unevenly during slitting, the material stretches along its length. Once the fabric relaxes, it shrinks back unevenly and distorts the panel or binding strip that an operator just cut moments earlier.
This is not a minor technicality that only matters in a lab. Research documents that knitted structures are more prone to dimensional instability than woven fabric, partly because of loop distortion and partly because tension builds unevenly across a roll during production. This stored tension is also why relaxation shrinkage shows up later in finished garments. Fabric only releases the strain introduced during manufacturing once someone cuts, washes, or handles it. For garment manufacturers, this means the slitting stage must manage tension actively. Simply pulling fabric through as fast as possible is not a viable long-term strategy.
The Waste Hiding in Wide Trim Margins
When a slitting line cannot track the edge of a tubular knit precisely, managers usually widen the safety margin. It is a reasonable instinct: cut a little extra so nothing falls out of tolerance. But that margin adds up fast across a full production run. Industry estimates put cutting-room waste at roughly 10 to 15 percent of fabric used in garment production, even under careful planning conditions (bren.ucsb.edu). On high-volume tubular lines, a wider trim margin multiplied across thousands of meters is not a rounding error. It represents real fabric cost, and tighter, more consistent edge tracking can eliminate much of it.
Changeovers and the Domino Effect on the Floor
Few factories run a single fabric width all day. Switching between garment sizes or contract specifications usually means stopping the line, manually adjusting cutting widths, and restarting—a job that takes 30 to 45 minutes each time. Multiply that across a few changeovers per shift, and a meaningful chunk of the working day disappears before a single meter is actually cut.
The problem compounds further when factories run slitting and the next process—like collarette or binding cutting—as separate, disconnected steps. Workers then move rolls by hand between stations, adding handling time and a real risk of transport damage or distortion before the fabric is even put to use.
Where to Start an Audit
Where should an audit actually start? A few mechanical questions tend to surface most of the issues above:
-
Edge Tracking: Does the slitter track the fabric edge automatically, or does it still depend on an operator’s eye and a steady hand?
-
Tension: Is fabric fed under controlled, even tension, or is it simply pulled through at whatever speed the line happens to be running?
-
Setup Speed: Can you make width changes within a couple of minutes, or does every changeover mean a near-total teardown of the cutting head?
What Better Tubular Processing Looks Like
Machines purpose-built for tubular knit slitting offer a useful reference point for what addressing these questions looks like in hardware. Svegea’s Tubular Knit Slitter – TSO 380 G/GF, for example, features photocell edge alignment instead of manual guiding. It includes an automatic prefeed device that controls tension right ahead of the cutting blade. It is also electronically controlled and runs at speeds up to 30 meters per minute.
None of this is a cure-all, and no single machine will fix a workflow problem on its own. The point is simply that tension control, edge tracking, and changeover speed are the same engineering questions worth raising about any tubular processing setup, regardless of who built it.
TL;DR Tubular fabric processing rarely fails all at once. Instead, it leaks margin gradually through hand trimming, fabric tension, wide safety cuts, and slow changeovers. Auditing edge tracking, tension control, and changeover time is a reasonable first step before assuming you need new equipment.
Stop Leaking Fabric Margin—Optimize Your Cutting Floor Today
Don’t let manual trimming and uneven tension quietly drain your factory’s profitability. If you’re ready to eliminate cutting-room bottlenecks, reduce waste, and keep your sewing lines running at peak capacity, let’s look at the numbers together.
Get expert technical guidance tailored to your specific production setup. Contact Håkan Steene directly at (h.steene@svegea.se) now to schedule a consultation, or visit our product pages to see how automated tracking can transform your floor.
Key Takeaways: The modern apparel manufacturing floor is experiencing a massive digital transformation. Global shifts toward fast-turnaround production, volatile material costs, and rising sustainability mandates are forcing textile brands to rethink old processes. Historically, the cutting room relied almost entirely on manual calculations, mechanical setups, and historical operator intuition.
Today, the concept of the “Smart Factory” has moved from a buzzword to an essential operational strategy. At the core of this technical evolution is the integration of Industry 4.0 infrastructure. Cyber-physical systems, real-time cloud data, and automated textile machinery are changing how garments are constructed. For facilities specializing in underwear, sportswear, and basic apparel, optimizing the automated cutting of components like bindings and waistbands is critical to maintaining a healthy bottom line.
The Operational Bottleneck in Traditional Binding and Trim Production
In high-volume garment lines, small design elements often dictate overall production efficiency. Structural rib-knit bindings, waistbands, and collarette edges are perfect examples. These essential trims ensure elastic durability and structural integrity in everyday apparel. However, handling tubular knitted fabrics manually frequently creates major operational bottlenecks.
When factory operators rely on mechanical cutting tables or older, semi-automatic gear, maintaining precise tension is difficult. Tubular knit fabrics naturally stretch, curl, and warp depending on ambient room humidity and yarn composition. If tension fluctuates even slightly during the slitting process, the width of the cut binding varies.
The negative effects of inaccurate slitting ripple straight through the assembly line. Inconsistent strip widths lead to downstream sewing machine jams, broken needles, and misaligned seams. According to data tracked by the World Textile Information Network (WTIN), quality-related rejects and fabric reworks can drain up to 5% of a manufacturer’s annual revenue.
How a Modern Collarette Cutting Machine Fits Into the Smart Factory
A smart factory operates on a basic principle: every piece of machinery should function as an intelligent, data-driven node. A modern, automated collarette cutting machine addresses traditional trimming issues by replacing manual intervention with digital precision. Instead of treating fabric slitting as an isolated step, smart systems view trimming as an integrated part of the broader manufacturing workflow.
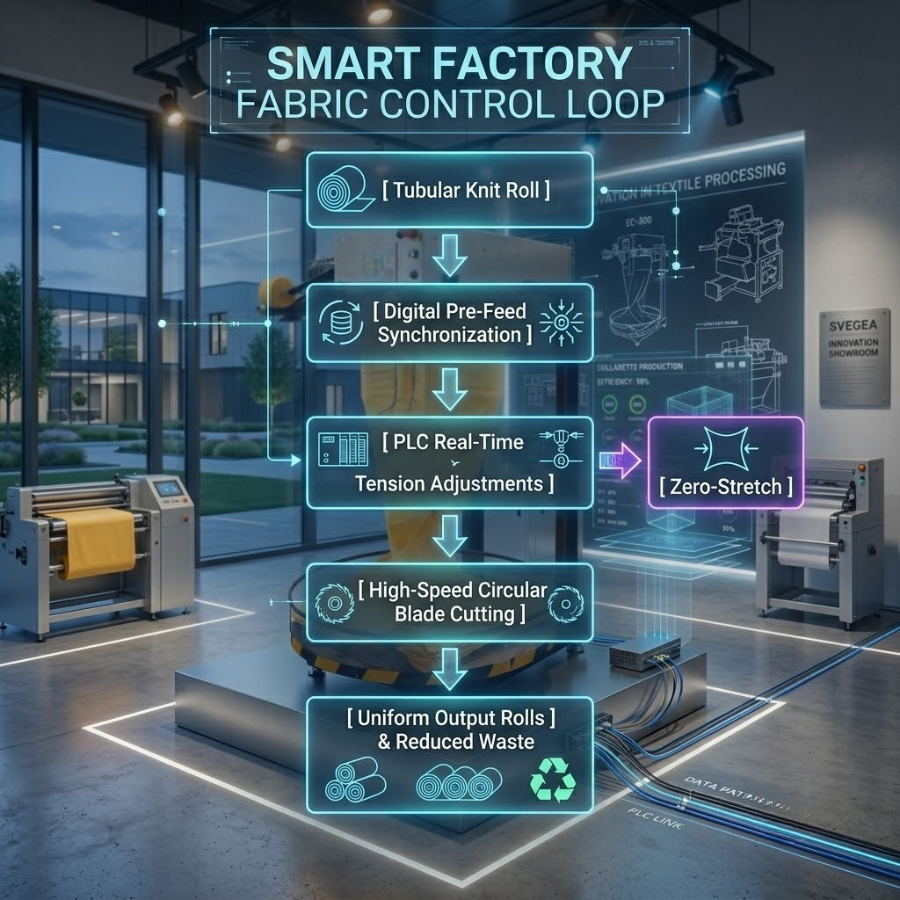
Modern automated cutters use Programmable Logic Controller (PLC) systems linked directly to internal network interfaces. This connectivity allows production managers to load cutting patterns and specifications instantly from central databases. The machinery automatically recalibrates for varying fabric weights or multi-band adjustments, minimizing human error during changeovers.
Furthermore, these smart systems rely on electronic speed synchronization. By coordinating the fabric turntable directly with the cutting drive, the material is fed to the circular blades at a perfectly consistent tension. This active control avoids the pulling and stretching that typically distort tubular textiles, ensuring uniform strips from the first meter to the last.
Reducing Textile Waste and Lowering Total Cost of Ownership
Material cost represents the largest percentage of an apparel factory’s operating expense. In traditional trimming rooms, scrap fabric—frequently referred to as “cabbage”—can average 15% to 20% of the total raw material roll. This volume of waste hurts profitability and directly conflicts with strict global sustainability criteria, such as standards outlined by the Sustainable Apparel Coalition (SAC).
Implementing automated cutting systems allows facilities to capture immediate material savings:
- High-Precision Edge Slitting: Automated guides minimize margin requirements, maximizing the usable width extracted from each tubular roll.
- Active Material Optimization: Synchronized feeding eliminates distorted fabric, saving material that would otherwise be discarded due to tension defects.
- Fewer Downstream Rejects: Delivering uniform, accurately cut strips directly to the sewing department prevents structural stitching errors and component scraps.
By minimizing fabric waste from 15% down to under 5%, high-capacity manufacturing lines can save tens of thousands of dollars annually on raw materials alone. Additionally, transitioning operators from tedious manual handling to managing advanced PLC interfaces creates a safer, more productive work environment.
Engineering Highlight: The Euro-Collarette Series
Engineers who want to bring these smart efficiencies onto their production floor often evaluate specialized Swedish machinery. The line of fully automatic cutters developed by Svegea of Sweden illustrates how automated design principles improve daily factory metrics.
For example, systems like the Euro-Collarette 300 Fully Automatic (EC 300) are engineered to handle high-demand production lines while maintaining tight tolerances. The equipment features integrated electronic speed synchronization and advanced touch-screen controls, allowing operators to quickly update parameters for multiple simultaneous bands.
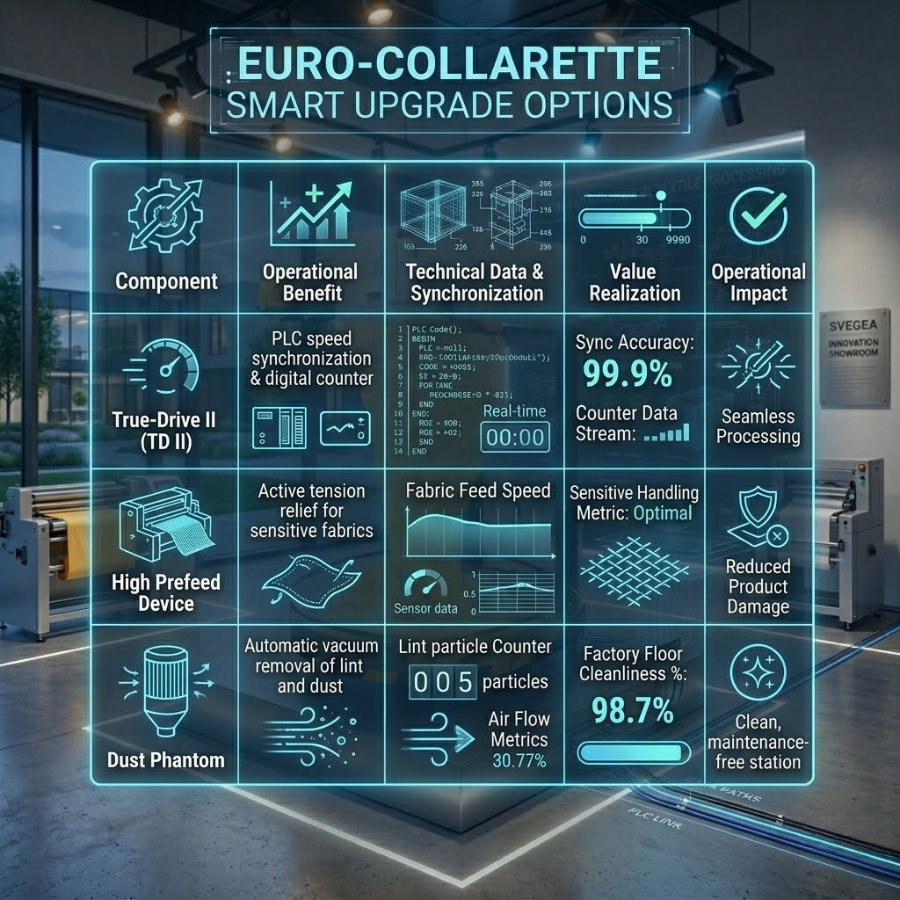
These configurations use advanced control add-ons like the True-Drive II (TD II). This system uses a dedicated PLC interface and integrated digital yard counters to ensure fabric synchronization. Additionally, accessories like the Dust Phantom vacuum system keep the cutting environment free of lint and debris, protecting sensitive electronics and creating a cleaner workspace.
Integrating Intelligent Cutting Automation into Your Supply Chain
Transitioning to a smart factory framework does not require replacing an entire facility’s equipment overnight. Instead, smart scaling involves identifying and upgrading the specific production points where material waste and labor bottlenecks cause the highest financial losses.
When looking at waistband fabrication and binding preparation, updating to a modern automated cutting system represents a highly reliable process improvement. Protecting fabric margins before material enters the sewing assembly line ensures that downstream automated sewing blocks function continuously without unexpected disruptions.
As digital automation continues to shape global apparel manufacturing, companies using connected, precise machinery will maintain a distinct advantage. Embracing smart textile engineering protects your margins, reduces factory floor waste, and keeps your production schedules predictable in a competitive market.
Optimize Your Production Floor Architecture
To learn more about how automated cutting systems can integrate with your facility’s workflows, contact Håkan Steene at h.steene@svegea.se for technical consultation, detailed equipment specifications, or calculated ROI assessments.
Key insights:
- Digital twins are virtual models of machines or production lines, built from real-time data.
- The digital twin textile factory market was worth USD 1.42 billion in 2024 and is projected to reach USD 17.91 billion by 2033, according to Texpertise Network.
- Textile manufacturing sits below 30% adoption today, well behind aerospace and automotive, but the gap is closing.
- The cutting room is a practical starting point, since slitting and cutting machines already generate structured, usable data.
- New EU rules starting in 2027 will require Digital Product Passports. Manufacturers who track data early will be ahead of that curve.
For years, “digital twin” sounded like a term for car plants and jet engines. That is changing fast. In 2026, textile and garment manufacturers are asking a simpler question: could a virtual model of our own cutting room save us money? The answer is yes, and the technology required to try it is closer than most decision-makers think.
What a Digital Twin Actually Is
The term gets used loosely, so a clear definition helps. McKinsey describes a digital twin as a virtual model of a physical system. It connects to real data and updates in real time as the machine runs. There are three broad types. A plant twin mirrors an entire facility. A network model of the supply chain. An infrastructure twin covers things like buildings or roads.
Most textile manufacturers do not need a whole-factory twin right away. A smaller “process twin” works better as a starting point. It focuses on one line or one machine. This is also the version most relevant to the cutting room.
Why the Cutting Room Is a Logical Starting Point
The cutting room already runs on precision. Slitting and cutting machines track roll width, edge position, run speed, and material count every day. According to Texpertise Network, the trade publication run by Messe Frankfurt, a textile digital twin links physical machines to a virtual model through sensors, IoT devices, CAD/CAM data, and production software. Cutting and slitting lines already have several of these pieces in place.
Take automatic edge guiding and adjustable cutting widths. Both features appear on fully automatic roll slitting machines, such as Svegea’s FA-series strip cutters. These features were not built for digital twins. They exist to keep materials straight and cuts accurate. But they generate the same data a twin model needs: edge position, width, and run speed. That data can feed a model that simulates output and flags drift before it wastes fabric. Machines that already collect this data sit closer to “twin-ready” than older, manually adjusted equipment.
From Sensors to Simulation
Once data starts flowing, a twin becomes useful in two main ways: maintenance and quality.
For maintenance, a 2026 study in the World Journal of Advanced Engineering Technology and Sciences proposed a predictive maintenance framework built on digital twins. It covers textile and mechanical equipment like spinning machines, looms, motors, bearings, gearboxes, and conveyors. The researchers note that the model can adapt as new data arrives, which makes it useful for older equipment, not just new machines.
For quality, a twin loaded with historical production data can flag where defects are likely to happen. That lets a plant act before a flaw turns into a customer return.
Quick Stat Check
-
-
- Market growth runs about 32% a year through 2033.
- Aerospace and automotive sit above 70% digital twin adoption; textiles sit below 30%, per PatSnap.
- Across all industries, McKinsey reports that 70% of C-suite tech leaders are already exploring or investing in digital twins.
- Some manufacturers have cut development time by up to half.
-
The Adoption Gap, and Why It’s Closing
Textiles trail other sectors for clear reasons. Research from PatSnap points to two main barriers: cost and legacy infrastructure. Many cutting room machines were not built with sensors or connectivity in mind. That gap is real, but it is closing. Patent filings for digital twin technology rose sharply between 2017 and 2025, a sign that the underlying tools are maturing and becoming more affordable for mid-sized manufacturers, not just large industrial players.
A Regulatory Push Is Coming
There is also a compliance angle worth watching closely. Starting in 2027, textile products sold in the EU will need Digital Product Passports, according to reporting from Shijin Fashion. A 2026 study in The International Journal of Advanced Manufacturing Technology proposes a textile-specific digital twin framework built for this exact need. It pairs IoT data with circular-economy tools, such as Life Cycle Assessment and Digital Product Passport reporting. Manufacturers who already track data at the machine level will be ahead when full traceability becomes mandatory rather than optional.
Getting Started Without Overbuilding
A full, factory-wide twin is not the right first step for most manufacturers. McKinsey’s own case studies describe a staged approach: build a small proof of concept, confirm the data feeds are solid, then expand to a bigger model. Applied to a cutting room, this could mean starting with one slitting line, connecting its existing sensor data to a simple dashboard, running it for a few weeks, and checking whether the model’s predictions match what actually happens on the floor.
Older, manually run machines may need retrofitting first. That cost should be part of any pilot budget. It is often the real barrier, not the modeling software itself.
Where This Leaves Manufacturers
Digital twin technology in textiles is no longer just a trade-show buzzword. The market data, the maintenance research, and the new EU rules all point in the same direction. Factories that start capturing clean, machine-level data now will have an easier path later, whether that means less downtime, less waste, or easier compliance reporting.
The cutting room is a sensible place to begin. Well-built cutting and slitting equipment already produces usable data on its own, without extra hardware. That makes it a lower-risk pilot than trying to model an entire production floor on the first attempt.
Svegea designs cutting, slitting, and bias systems for manufacturers exploring this kind of process visibility, and the team is happy to talk through what twin-readiness looks like for a given setup, no obligation attached. For manufacturers who want to discuss what a more connected cutting room could look like for their operations, Hakan Steene (h.steene@svegea.se) is a good place to start the conversation.

Key Takeaway:
Not all slitting machines are built the same. Swedish manufacturing standards prioritize precision, durability, and long-term efficiency over short-term cost savings. For garment and textile producers, the right machine reduces fabric waste, improves cut consistency, and lowers the total cost of ownership. This article breaks down what separates high-quality slitting machines from cheaper alternatives—and why it matters to your bottom line.
Every roll of fabric that moves through your production line carries a cost. A clean, precise slit keeps that cost under control. A poor one bleeds money through waste, rework, downtime, and inconsistent output. For garment and textile manufacturers, the choice of a slitting machine is not a minor procurement decision. It’s an operational one.
The global market for textile machinery is crowded. Budget machines from low-cost manufacturing regions flood industry catalogs. They look functional on a spec sheet. But over months and years of production, the gap between engineered quality and engineered cheapness becomes very clear.
So what makes a slitting machine genuinely good? And why does Swedish engineering, in particular, continue to set the benchmark?
The real cost of precision—or the lack of it
Slitting machines are responsible for cutting fabric rolls into specific widths. The cut has to be straight, consistent, and clean. Even small deviations compound quickly at scale. A 1mm variance across a 200-meter roll can mean thousands of unusable centimeters of material.
According to the World Trade Organization, textiles and apparel represent one of the world’s largest manufacturing sectors. Margin pressure is relentless. In that environment, fabric waste is not just a technical problem—it’s a financial one.
High-quality slitting machines solve this with tight engineering tolerances, stable cutting heads, and reliable edge guidance systems. Cheaper machines cut corners—literally and figuratively. The result is more trim waste, more operator intervention, and more downtime for adjustments.
What Swedish engineering actually means
Sweden has a long industrial heritage built around precision manufacturing. Industries like aerospace, automotive, and medical devices have shaped a manufacturing culture that treats quality as non-negotiable. That culture carries directly into textile machinery.
Swedish manufacturers are held to strict standards under ISO 9001 quality management frameworks, meaning design, production, and testing processes are documented and audited. This matters when you’re buying a machine that will run shifts day in and day out for years.
The difference shows up in material selection, component tolerances, weld quality, motor performance, and software control. It also shows up in after-sales support—the ability to get parts, get answers, and get back to production when something goes wrong.
Semi-automatic vs. fully automatic: choosing what fits your operation
Not every factory needs the same solution. One of the more practical distinctions in slitting machine selection is automation level.
Semi-automatic machines offer flexibility for operations that run varied roll formats or smaller batch sizes. The operator is more involved in setup, which can actually be an advantage when you’re working with diverse fabric types—delicate knits, woven materials, non-wovens, and technical textiles each behave differently under the blade.
Fully automatic machines are built for volume. Once configured, they minimize operator input, maximize throughput, and reduce the human error factor. For high-production facilities running consistent materials, the productivity gains are significant.
The International Textile Manufacturers Federation (ITMF) tracks global machinery investment trends, and automation consistently ranks among the top priorities for manufacturers seeking competitive advantage.
Svegea FA 500 — Fully Automatic Roll Slitting Machine
A heavy-duty, fully automatic machine designed for open knits, woven fabric, PVC, vinyl, satin, polyester, paper products, and non-wovens. Built in Sweden for consistent high-volume performance with adjustable cutting widths and automatic edge guidance.
View technical details at svegea.se →
The hidden costs of buying cheap
A lower upfront price is appealing. It always is. But the total cost of ownership tells a different story.
Cheaper slitting machines typically present hidden costs in three areas. First, replacement parts. Budget machines often rely on proprietary components that are difficult to source, especially from overseas suppliers with slow lead times. Second, unplanned downtime. Less robust construction means more mechanical failures—and every hour a machine is idle is an hour of lost production. Third, quality rejects. Inconsistent cuts lead to unusable fabric, rework, and potential delays in customer delivery.
Research from the McKinsey Global Institute on industrial equipment has consistently shown that total cost of ownership—not purchase price—is the more relevant metric for capital equipment decisions.
A well-built slitting machine, properly maintained, can run reliably for 15 to 20 years. A cheap one may need replacing in five. Over a production lifecycle, the math is rarely close.
Material versatility: not all fabrics are the same
Here is something that often gets overlooked in machinery comparisons: the range of materials a slitting machine can handle cleanly.
Textile production isn’t a single-material industry. A facility may run jersey knit one day and non-woven technical fabric the next. A machine that handles one well but struggles with another creates a bottleneck. Good engineering accounts for this. Adjustable blade tension, variable speed control, and intelligent edge detection systems give operators the control to work across a broad material range without compromising cut quality.
The Textile Exchange Material Benchmark documents the growing complexity of material mixes in modern production. Manufacturers who invest in versatile, adaptable machinery are better positioned to take on diverse orders—and to pivot as market demand shifts.
Sustainability: precision reduces waste
There is an environmental dimension to slitting quality that is increasingly relevant to manufacturers. Fabric waste is material waste. For operations pursuing sustainability certifications or responding to customer pressure on environmental performance, slitting precision is a direct lever.
The Ellen MacArthur Foundation’s work on circular fashion highlights fabric waste as one of the industry’s highest—and most avoidable—environmental costs. A machine that cuts cleanly and consistently is also a machine that wastes less. That matters both commercially and ethically.
Key takeaway
Every millimeter of precision in your slitting process translates to less fabric waste, fewer rejects, and lower operating costs. Engineering quality isn’t an abstraction—it shows up on your P&L.
What to look for when evaluating slitting machines
When assessing slitting machine options, consider the following criteria beyond the sticker price. Build quality and materials used in the frame and cutting mechanism matter enormously for longevity. Precision and repeatability—the ability to maintain consistent cut widths across an entire roll, across every shift—is the core performance requirement. Edge guidance systems that automatically compensate for roll misalignment reduce operator burden and cut quality variance. Motor and drive reliability affect not just performance but noise levels, energy consumption, and lifespan. Finally, after-sales support—parts availability, technical documentation, and direct access to engineers—determines how quickly you can recover from the inevitable maintenance event.
These criteria apply whether you’re evaluating a Swedish machine, a German one, or anything else. The point is to evaluate the total operational value, not just acquisition cost.
Industry associations worth knowing
For manufacturers who want to stay current on textile machinery standards and developments, several industry bodies publish useful resources. CEMATEX (the European Committee of Textile Machinery Manufacturers) represents some of the industry’s most rigorous engineering standards. TMAS (the Textile Machinery Association of Sweden) specifically advocates for Swedish machinery excellence in global markets. Both are worth following for technical developments and trade event updates.
Svegea of Sweden is a member of both associations—a signal of its commitment to industry standards and international quality benchmarks.
Quality is not optional
In a competitive global market, textile manufacturers cannot afford to lose productivity to poorly engineered equipment. Slitting machines sit at a critical point in the production process. The quality of every downstream garment depends, in part, on the precision of that cut.
Swedish engineering brings a philosophy of building things to last, to perform, and to be supported long after the sale. That philosophy has practical consequences for operations that run demanding schedules with unforgiving margin requirements.
The decision is not simply about buying a machine. It’s about investing in production reliability, material efficiency, and long-term operational confidence.
Have questions about slitting machine specifications, material compatibility, or which configuration fits your operation? Reach out directly to Håkan Steene at Svegea of Sweden for a no-obligation conversation.

Buying a bias cutter winder system is not a small decision. For garment and textile manufacturers, it directly affects throughput, fabric waste, and finished product quality. The wrong machine costs you more than money — it costs you uptime, rework hours, and customer returns. Yet many production managers still approach the purchase with little more than a spec sheet and a price quote.
This checklist is designed to change that. Whether you’re replacing aging equipment or setting up a new bias binding line from scratch, these are the questions you need answered before you commit.
What is a bias cutter winder, and why does it matter?
A bias cutter winder opens previously formed tubular fabric — cut spirally at a bias angle — and rewinds it into a flat, single-ply roll. That roll is then fed into a strip cutter to produce bias binding tape. The process sounds simple. In practice, the machine must handle everything from lightweight jersey to heavy interlock without stretching, misaligning, or distorting the fabric grain.
Bias binding is used across garment types: necklines, armholes, hems, seams. According to Fibre2Fashion, bias-cut edges stretch to follow curved seams far better than straight-cut equivalents, which is why the technique remains standard in quality apparel production. A poorly wound roll creates tension inconsistencies that cascade through every downstream step. That single problem is often the root cause of a lot of quality complaints that get blamed on something else.
The checklist: 8 factors to evaluate
1. Fabric compatibility
Not all bias cutter winders handle all fabrics equally. Start here before anything else.
- Does the machine handle both knit and woven fabrics without retooling?
- What is the minimum and maximum fabric weight (GSM) the system supports?
- Can it process elastic or stretchable materials without distortion?
- Does it accommodate synthetic fabrics like polyester and nylon alongside natural fibres?
2. Cutting width range
Your product line likely spans multiple tape widths. The machine needs to match your full range, not just your most common SKU.
- What is the adjustable width range of the cutter?
- How quickly can width changeovers be made? Is it tool-free?
- Does the bias angle remain consistent across different widths?
On the bias angle question specifically: the standard usable range on most production-grade machines sits between 38° and 52°, though some models extend down to 12° with optional kits. Know your required angle before you shortlist machines — it eliminates a lot of options quickly.
3. Winding tension control
This is where most lower-cost machines fail. Inconsistent tension during winding causes loose inner layers, tight outer layers, or roll collapse during storage. All three create downstream problems — and none of them are obvious until the roll is already on the strip cutter.
- Is tension control mechanical, electronic, or servo-driven?
- Can tension be adjusted during a run without stopping the machine?
- Does the system compensate for roll diameter growth as winding progresses?
- Is there a bow bar or anti-wrinkle mechanism built in?
That last point deserves more attention than it usually gets. Wrinkles introduced during winding are nearly impossible to remove cleanly downstream. A bow bar — a curved spreader that keeps the fabric flat and tension-even as it winds — is a feature worth specifically asking about in any demo.
4. Automation level and operator requirements
Labour costs and skill availability vary widely by region. The right level of automation depends on your specific floor conditions — not on what the brochure calls “efficient.”
- How many operators does the machine require per shift?
- Does it include automatic edge guiding, or is alignment manual?
- What happens during a fabric break — does it auto-stop safely?
- Is training documentation available in your operating language?
Out-of-fabric auto-stop is worth singling out. On a high-speed machine running at 25–30 metres per minute, a fabric run-out without an automatic stop can mean several metres of misaligned or empty winding before an operator catches it. That’s a waste, and on some fabrics, it’s damaged equipment too. The International Labour Organization notes that automation adoption in textile manufacturing is accelerating — but the right level of automation still needs to match your workforce structure.
5. System integration: Does it fit your existing line?
A bias cutter winder does not operate in isolation. It sits between a tube sewing unit and a strip cutter. Mismatched speeds or roll sizes between stations create bottlenecks that no amount of operator skill can fix.
- Does the machine match the output speed of your tube sewing unit?
- Is the finished roll diameter compatible with your downstream slitter?
- Can the supplier provide the full three-stage system from one source?
Sourcing all three stages from one supplier significantly reduces integration risk. When the tube sewing unit, bias cutter winder, and slitter are engineered to work together, speed synchronisation and roll handoff happen by design rather than by trial and error. It’s worth asking any supplier whether their machines have been validated together — not just tested individually.
At this stage, you should know: which fabrics you process, your required width and angle range, your automation preference, and whether you need a standalone machine or a full integrated system. If any of these are unclear, resolve them before requesting quotes.
6. Machine speed and throughput capacity
Speed is only meaningful relative to your demand. An oversized machine running at 40% utilisation is a capital allocation problem, not an asset. Equally, a machine that can’t keep pace with your sewing unit creates a bottleneck that expands under order pressure.
- What is the maximum operating speed in metres per minute?
- Does speed remain stable at both minimum and maximum cutting widths?
- What is the realistic throughput after accounting for roll changeover and operator time?
7. Maintenance, spare parts, and after-sales support
This is where many manufacturers get burned. The purchase price is visible. The cost of downtime waiting two weeks for a spare part from overseas is not until it happens.
- Are critical wear parts stocked locally or only available from the manufacturer?
- What is the standard lead time for spare parts delivery to your facility?
- Is remote diagnostics or video-based technical support available?
- What is the warranty period, and what does it actually cover?
The ISO 9001 quality management framework provides a useful lens for evaluating responsible after-sales support. Ask suppliers directly: What is your average response time for a technical fault? How many engineers can support our region?
8. Total cost of ownership, not just purchase price
The cheapest machine rarely delivers the lowest cost over three to five years. Factor in energy consumption, consumable parts, operator hours, and expected maintenance intervals. A well-built machine with a higher upfront cost often returns far more value per metre of fabric produced.
- What is the estimated annual maintenance cost at your expected utilisation level?
- What is the power consumption at full operating speed?
- Can the supplier provide references from manufacturers at a similar scale?
- What is the expected useful lifespan under your operating conditions?
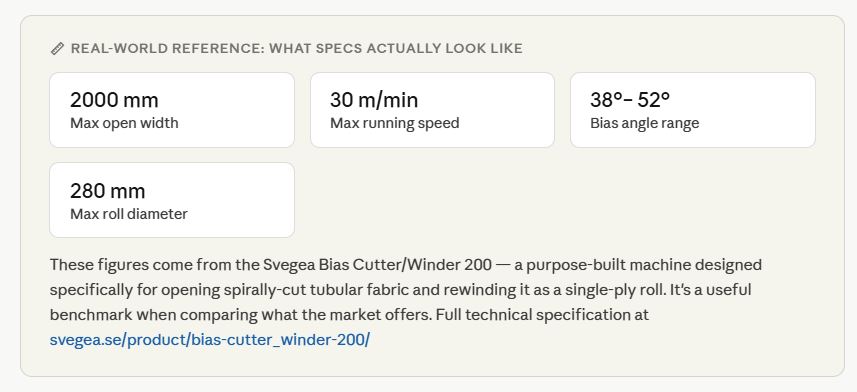
On power draw: a machine like the Svegea Bias Cutter/Winder 200 runs on a 1.1 kW main motor plus a 0.18 kW cutter blade motor — modest by industrial standards. That kind of data is publicly available at svegea.se/product/bias-cutter_winder-200/ and worth benchmarking against whatever you’re comparing. Energy cost adds up over a five-year ownership cycle.
One more thing: ask for a demo run with your own fabric
Spec sheets show ideal conditions. Your production floor is not in ideal conditions. Before signing any purchase order, request a live demonstration — ideally using samples of the fabric you actually run. This is standard practice among reputable machinery suppliers. If a supplier can’t or won’t accommodate it, treat that as a signal.
Industry events like Texprocess Frankfurt and ITMA are also a practical way to compare machines side by side in a neutral environment, ask technical questions without a sales context, and talk directly to engineers rather than account managers.
Not a commodity purchase
A bias cutter winder is not a commodity purchase. The right system improves roll consistency, reduces fabric waste, and removes a recurring bottleneck in binding tape production. The wrong one sits on your floor, generating downtime and frustration.
Use this checklist as a starting point — not a final word. Every production environment is different. But if you can answer every item on this list before speaking to a supplier, you’ll negotiate from a far stronger position — and you’ll be far less likely to discover a deal-breaking incompatibility six months after installation.
Have specific questions about your bias cutting setup?
If you want to talk through your production requirements with someone who understands the machinery side, reach out to Håkan Steene at Svegea of Sweden. No hard sell — just a technical conversation about what makes sense for your line.