
TL;DR
Garment manufacturers can significantly reduce textile waste and improve fabric utilization by implementing advanced material optimization strategies. Traditional methods often cause material distortion and feeding errors, leading to high downstream rejects. Upgrading to advanced slitting and cutting systems with synchronized feeding—such as the Svegea CMS 1800A2 and Euro-Collarette series—ensures precision fabric cutting and minimizes costly edge scrap.
Material costs are the largest single expenditure in garment manufacturing, often accounting for up to 60% of total production expenses. Despite this financial weight, typical cutting room operations still generate substantial amounts of fabric scrap. When factories mismanage fabric utilization in garment manufacturing, they face a dual penalty: tight profit margins shrink further, and environmental footprints expand.
To break this cycle, forward-thinking manufacturers are moving away from passive handling. They are adopting active material optimization strategies instead. This shift requires an understanding of how raw textiles behave under mechanical stress. It also requires deploying advanced precision fabric-cutting hardware to prevent waste before it happens.
The True Cost of Downstream Fabric Waste
Many factory managers view fabric waste as an inevitable byproduct of the cutting room floor. However, a significant portion of this waste stems from mechanical inaccuracies during initial processing. When raw fabric rolls are sliced into component strips or binding bands, traditional machinery often pulls the material unevenly.
This tension creates minor distortions across the textile web. While these imperfections may seem negligible at first glance, they manifest as major defects during downstream sewing. Stretched or misaligned fabric strips cause skewed seams, puckering, and uneven collars. Consequently, quality control teams must reject the finished garments.
By addressing material distortion at the source, manufacturers can prevent these costly errors. According to industry studies on sustainable manufacturing from organizations like the Ellen MacArthur Foundation, optimizing raw material processing is the most effective way to eliminate industrial textile waste.
The Role of Synchronized Feeding in Fabric Utilization
How do modern production facilities achieve perfect alignment without wasting valuable material? The answer lies in automated, synchronized feeding mechanisms.
When a cutting system pulls fabric from a roll or fold without precise speed regulation, the material stretches. Knitted fabrics are especially vulnerable to this tension, which alters their natural relaxation state. High-yield textile machinery solves this issue by matching the feeding speed exactly with the cutting mechanism speed.
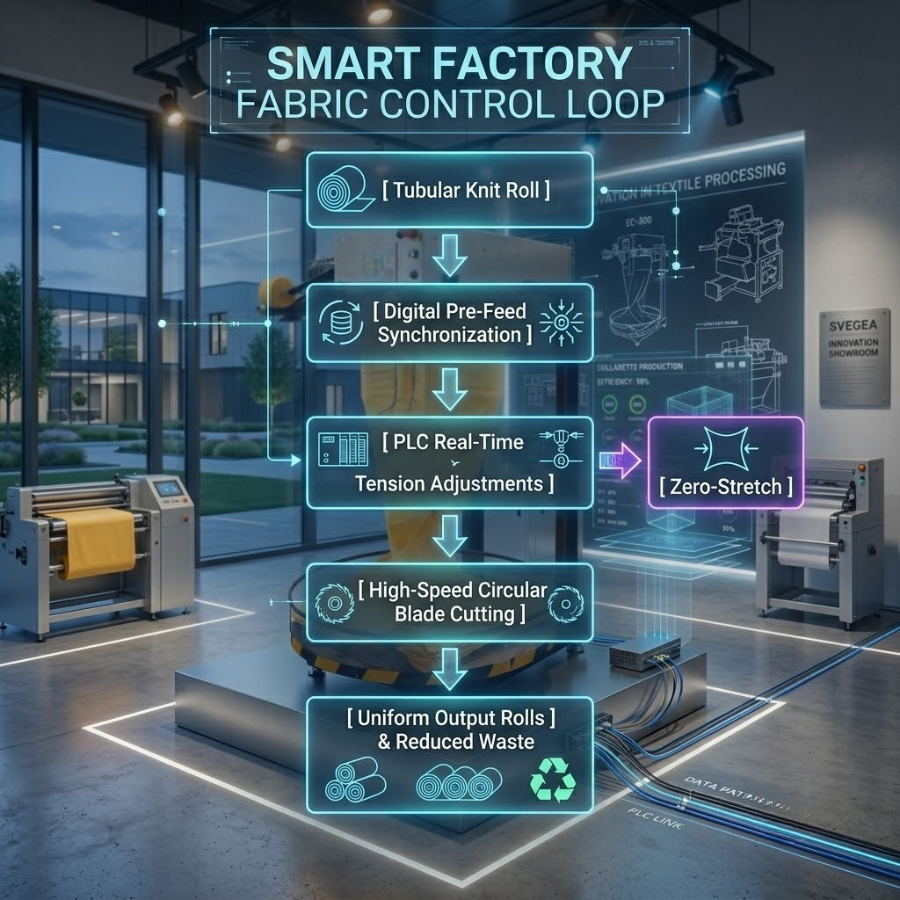
[Fabric Roll Supply] —> (Automated Speed Sync) —> [Precision Cutting Blade] —> Zero-Tension StripSynchronized feeding ensures the textile remains completely relaxed as it meets the blade. This precision eliminates the traditional “buffer zone”—the extra material managers typically add to accommodate fabric shrinkage or shifting. By removing this buffer, factories achieve tighter nesting patterns and significantly improve overall fabric utilization.
Engineering Precision into the Cutting Room
Achieving high-yield textile production requires mechanical stability and smart automation. Manual cutting processes are simply too variable to meet modern tolerance requirements. To achieve repeatable precision, manufacturers rely on specialized systems designed for specific cutting challenges.
Roll Slitting and Strip Cutting Efficiency
For operations that process woven or synthetic rolls into binding strips, the stability of the blade and carriage is critical. Advanced units utilize automated Programmable Logic Controller (PLC) systems to manage the knife carriage movement. This technology allows operators to pre-program exact dimensions, ensuring that every cut remains identical from the first meter to the last.
For example, equipment like the Svegea CMS 1800A2 Strip Cutter uses an enclosed knife carriage and digital settings to deliver clean cuts across widths ranging from 5 mm to 1800 mm. This versatility allows factories to maximize the use of every roll, converting edge scrap into usable product components.
Eliminating Waste in Tubular Knit Processing
Tubular knitted fabrics present unique handling challenges due to their inherent elasticity. Standard cutting methods often flatten and distort the tube, leading to uneven edges and wasted center sections.
Advanced options like the Svegea Euro-Collarette Series overcome this issue by utilizing specialized internal fabric guides and variable speed controls. Systems such as the fully automatic Euro-Collarette 200CS feature electronic soft start and stop functions. This feature prevents the initial fabric jerk that frequently ruins the first few meters of a run.
By maintaining uniform tension throughout the entire cutting cycle, these specialized collarette cutters allow manufacturers to extract maximum material value with virtually zero waste.
The Financial Impact of High-Yield Machinery
Upgrading to high-yield machinery alters the financial landscape of a garment factory. When you reduce textile waste by even a small percentage, the cumulative savings over a fiscal year can be substantial.
| Operational Metric | Legacy Cutting Systems | Advanced Optimized Machinery |
| Average Material Waste Rate | 8% – 12% | Less than 2% |
| Fabric Tension Control | Manual / Unsynchronized | Automated PLC / Speed Synchronized |
| Downstream Reject Rates | Moderate (due to strip distortion) | Exceptionally Low (consistent dimensions) |
| Setup and Changeover Time | High (manual scaling and resets) | Low (pre-programmed digital recipes) |
Minimizing waste also helps manufacturers comply with increasingly strict international environmental standards. The European Environment Agency continues to push for circularity and waste reduction within the textile sector. Adopting advanced cutting technology helps brands meet these regulatory demands while simultaneously lowering their raw material procurement costs.
Strategic Implementation for Factory Managers
Transitioning to an optimized, low-waste cutting room requires a systematic approach. Factory managers should begin by auditing their current waste streams to identify where the largest volume of scrap occurs. If the majority of scrap consists of uneven roll edges or distorted binding strips, the mechanical feeding system is likely the root cause.
Investing in machinery that features automated speed synchronization, robust blade guidance, and flexible width adjustments will solve these issues. Furthermore, choosing systems with intuitive digital interfaces ensures that operators can switch between different fabric profiles quickly and accurately, reducing human error during setup.
Optimize Your Production Yield
Reducing textile waste requires the right balance of mechanical precision and automated control. If you want to eliminate material distortion, improve your fabric utilization, and protect your manufacturing margins, upgrading your cutting room infrastructure is a critical next step.
For expert guidance on selecting the ideal slitting or collarette cutting configuration for your facility, contact Håkan Steene at h.steene@svegea.se to discuss your specific technical requirements.

TL;DR
Single jersey and other technical knits curl and stretch the moment a blade touches them — it’s built into how the fabric is constructed, not a sign something’s broken. The real fix isn’t a slower line or a more attentive operator. It’s tensionless, synchronized feeding that lets the fabric arrive at the blade already relaxed, so the cut reflects the fabric’s true dimensions instead of a stretched, temporary one.
Every cutting room operator working with knits has seen it: the fabric looks fine going into the machine, then the cut edge curls, ripples, or comes out narrower than it should. It’s tempting to blame the operator, the blade, or the line speed. Usually, none of those are the real problem.
Curling Isn’t a Defect. It’s Physics.
Single jersey — the most common weft knit used in T-shirts, base layers, and casualwear — is built from loops, not interlaced threads like a woven fabric. The front face and back face of the loop structure sit under different tension. That imbalance is exactly what makes the fabric curl at a cut or unfinished edge. It’s a documented structural outcome of how the loops are formed, not a flaw in a specific roll of material.
Add tension during cutting, and the problem compounds. Research into how woven and knitted fabrics behave under bias and shear stress shows that fabric under load deforms elastically before it’s even cut. Meaning the shape you’re cutting isn’t the shape the fabric wants to hold once tension releases.
Cut it stretched, and it snaps back distorted the second it relaxes. For rib knits and technical tubular constructions, that snap-back doesn’t just cost a few millimeters of width — it throws off every downstream measurement that depends on that edge being accurate.
Where the Distortion Actually Comes From
Most knit distortion during cutting traces back to one of three points in the process:
- Manual tracking adjustments. An operator nudging the fabric to compensate for drift introduces exactly the kind of uneven pull that causes curling and skewed edges.
- Start-up jerk. The first few seconds of a run — before speed stabilizes — is when fabric gets yanked hardest, and it’s often where the worst distortion shows up.
- Unsupported tension zones. Any point where the fabric isn’t actively guided or supported is a point where it can twist, especially on tubular knits that want to roll along their own axis.
None of these are operator failures. They’re the predictable result of feeding elastic material through a system that isn’t built to account for how elastic material actually behaves.
Fabric under manual tension → cut applied → tension releases → edge curls / narrows / skewsWhat Tensionless, Synchronized Feeding Actually Fixes
The fix isn’t better technique. It’s removing tension from the equation before the blade ever touches the fabric.
Synchronized feeding locks the speed of the fabric source to the speed of the cutting head, ensuring the material moves through the system without pulling or holding back at any point. When you achieve precise synchronization, the fabric reaches the blade in a relaxed state—meaning the blade cuts the fabric’s true, unstressed dimensions. The material never snaps back after you make the cut, because the feed system never stretched it in the first place.
This system delivers the biggest impact on the exact materials that cause the most headaches on a conventional line: single jersey, rib knits, and tubular technical knits, where the fabric’s very construction bakes in tension differences between layers or directions.
Where the Euro-Collarette Series Fits
We built the Euro-Collarette Series specifically around this problem.
Its electronic soft-start eliminates the initial jerk at the beginning of a run. By bringing the fabric up to cutting speed gradually rather than abruptly, the system prevents distortion right where it usually starts.
We designed the band and fabric guides specifically for technical tubular knits. They support and align the material through the cut, stopping it from twisting or rolling on its own. Pair this layout with variable cutting speeds that adapt to different knit constructions. The machine easily balances the structural differences between a tricky single jersey and a heavy rib knit instead of running everything at a single speed.
You get an edge that holds its true dimension run after run. No operator manual adjustments required.
Why This Matters Before the Sewing Line Ever Sees the Fabric
A distorted edge doesn’t announce itself at the cutting table.
It shows up two or three stations later. A panel that measured perfectly on the cutting log suddenly refuses to align with its counterpart at the sewing machine. By then, the true cost skyrockets far beyond the price of the fabric itself. You’re paying for the labor to catch the defect, pull the ruined panel, and recut a replacement from fresh stock.
Fix the edge early. Getting it right at the cutting stage remains the cheapest place in the entire production chain to solve this problem. Everywhere downstream, that same fix costs more.
See the Euro-Collarette Series in Action
It steals your line speed. It drives up rework and triggers constant assembly rejects. If edge distortion on technical knits is costing your factory time and money, you need to change your process. See how synchronized feeding and precision band guiding handle your fabric differently.
Visit the Euro-Collarette Series page for full specifications. Or reach out to Håkan Steene at h.steene@svegea.se to talk through your specific fabric and production setup.

TL;DR
Cutting rooms routinely lose 10-15% of raw material to scrap, and some estimates run even higher. Active material optimization tackles this head-on. Synchronized feeding, precision fabric cutting, and tight tension control let facilities keep more of the fabric they pay for. The payoff isn’t just a smaller waste pile — it’s fewer downstream rejects and a healthier margin on every roll.
Material costs eat up more than half the total production budget in apparel manufacturing. Yet the cutting room — the single biggest opportunity to control that cost — is still where factories lose the most. Manual layouts, inconsistent tension, and operator guesswork have turned scrap into something everyone accepts.
That tolerance is getting harder to justify. Researchers tracking cut-and-sew waste across the apparel supply chain put the number at roughly 10-15% of fabric discarded before it ever becomes a garment. This figure traces back to sustainability researcher Timo Rissanen and has held up across more recent industry reviews. A separate fact sheet on clothing and textile waste puts a similar figure on how much delivered fabric ends up on the cutting room floor (resource.stopwaste.org/fact-sheet/clothing-and-textiles). Multiply either number across a full production run, and the math stops being a rounding error.
Active material optimization is how factories claw that margin back. It pairs automated material handling with precision cutting technology so scrap gets designed out of the process instead of cleaned up after the fact.
What Fabric Scrap Actually Costs You
Every offcut and rejected panel costs a factory twice. First, you’ve already paid for material that never becomes a finished garment. Second, someone still has to handle and dispose of it — that’s labor and disposal fees on top of the wasted fabric itself.
The bigger issue is what bad cutting does further down the line. When tension drifts during cutting, panels warp slightly — not enough to catch in a quick inspection, but enough to pull unevenly once stitched. That mismatch shows up at the sewing stage as a reject, and now you’re paying to recut from fresh stock and eating the labor twice.
What “Active” Optimization Actually Means
Most cutting rooms run reactively: feed the roll in, let the operator adjust for wrinkles or tension shifts as they show up. Active material optimization flips that. Instead of reacting to problems after they appear, automated systems monitor and stabilize the material continuously through the cut.
Getting there means controlling three things at once:
- Mechanical alignment — keeping material square (or precisely on the bias) relative to the blade
- Tension control — preventing the stretch or compression that rollers introduce as fabric moves through the line
- Dimensional consistency — the same component width from the first meter of a roll to the last
Nail these three, and you can tighten margins between components, compress nesting layouts, and cut wide-trim waste dramatically.
Synchronized Feeding: Where Tension Control Actually Happens
Knitted and elastic fabrics are the hardest to get right. They stretch under the slightest pull, and if a blade cuts fabric while it’s under tension, the material snaps back to its relaxed shape the moment it’s released — and that snap-back is where dimensional errors come from.
Fabric under tension → cut applied → fabric relaxes → dimensional inaccuracy / scrap
Synchronized feeding solves this by locking the speed of the fabric source — a turntable, a roll support — to the speed of the cutting head itself. Svegea’s True-Drive II system, for example, uses electronic synchronization to remove physical pull on the material entirely, so fabric reaches the blade already relaxed. Cut on true dimensions instead of stretched ones, and the downstream warping that ruins components simply doesn’t happen.
Precision Fabric Cutting, By Machine Design
High-yield cutting machinery is the most direct lever a factory has for pulling waste out of the cutting room. It replaces manual guesswork with mechanical consistency.
The Svegea CMS 1800A2 Strip Cutter is a good example of what that looks like in practice — a PLC-controlled knife carriage paired with an integrated dust grinding unit, holding tight tolerances across a working width of up to 1650 mm. That consistency is what lets a machine extract more usable product from every roll, run after run.
The Svegea Euro-Collarette Series solves a related but different problem: guiding technical tubular knits, single jersey, and rib fabrics through variable cutting speeds without distortion. Its electronic soft-start eliminates the jerking motion that typically wastes fabric in the first few seconds of a run — a small detail, but one that adds up over hundreds of production cycles.
Traditional workflow: manual feed → tension shifts → inconsistent widths → high scrap rate
Optimized workflow: synchronized feed → controlled tension → precision cut → minimal waste margin
Waste Reduction Has to Live in the Workflow, Not Just the Machine
New equipment only gets you halfway. The other half is how the floor actually operates day to day, especially when dimensions change between orders.
In a lot of factories, changing cut dimensions still means stopping the line, manually adjusting blades, and running test cuts until the new size checks out — burning both time and fabric in the process. Flexible cutting systems with tool-free width adjustment and precise mechanical scales cut that changeover down to minutes, and the first cut of a new run comes out usable instead of scrap. That matters most for smaller, custom orders, where setup waste can otherwise eat the whole job’s margin.
Keeping It Working: A Few Habits Worth Building In
Optimization isn’t a one-time upgrade — it holds up better with a bit of ongoing discipline:
- Run a waste audit. Track scrap weight per shift against total fabric used to find where losses actually concentrate.
- Trace downstream rejects back to their source. When a sewn component gets rejected for distortion, follow it back to the original cutting or tension issue.
- Calibrate on a schedule. Blades and synchronization sensors drift over long runs — a routine maintenance schedule catches that before it shows up as scrap.
None of this is glamorous work, but it’s the difference between a cutting room that quietly bleeds margin and one that doesn’t.
Optimize Your Textile Cutting Efficiency
Curious how precision Swedish engineering could tighten up your cutting room, stabilize material tension, and cut fabric waste? For technical guidance, machinery specs, or a conversation about your production layout, reach out to Håkan Steene at h.steene@svegea.se or visit svegea.se.

A production line can look busy and still be losing time. Operators are cutting, sewing machines are running, and yet the order will not ship on schedule. When a plant manager traces the delay back far enough, it rarely starts at the sewing station. It starts earlier, in the unglamorous steps where tubular fabric gets slit, trimmed, and turned into usable binding or panels.
These early-stage bottlenecks are easy to miss because no single step looks like the problem. Each delay is small. Multiplied across a production run, though, three specific bottlenecks quietly decide whether a Q3 deadline gets hit or missed.
TL;DR: Garment manufacturing bottlenecks rarely announce themselves. They build up in manual trimming, inconsistent slitting speeds, and slow changeovers between fabric widths. Fabric slitting efficiency, achieved through tension control, automated edge tracking, and faster setup, directly addresses all three. Textile automation does not replace skilled operators; it protects their time for work that actually needs judgment.
Bottleneck One: Manual Trimming That Drifts Over a Shift
Most garment factories still ask operators to guide, align, or trim tubular fabric by hand at some point in the process. It is a reasonable setup for low volume. It becomes a liability at scale.
Human attention is not constant. A worker who trims fabric accurately at 8 a.m. will produce slightly uneven widths by 3 p.m., simply because sustained repetitive tasks wear down hand-eye precision. This is a well-documented feature of manual, repetitive work, not a comment on any individual operator’s skill.
The output of that drift shows up downstream, not on the cutting table. A binding strip that is a millimeter too narrow gets flagged during quality control. A neckline collarette that is slightly off-width causes a stitching problem on the sewing floor. By the time the issue is traced back to its source, the fabric has already been wasted, and the schedule has already slipped.
Bottleneck Two: Slitting Speed and Tension That Fight the Fabric
Tubular knit fabric holds tension from every process it has already passed through: knitting, dyeing, finishing, and winding. That stored tension does not disappear on its own. McKinsey research on apparel manufacturing notes that many apparel companies still run long, laborious, and largely linear production processes, which puts them at a real disadvantage as automation reshapes the competitive landscape. Slitting is one of the clearest places that disadvantage shows up on the factory floor.
When a slitting line pulls fabric through too fast or unevenly, the material stretches. It relaxes later, after cutting, and the panel or strip distorts. This is why some factories build in an oversized safety margin: cutting a little extra fabric so a distorted edge still falls within tolerance.
That margin is not free. It is fabric that gets bought, transported, stored, and then thrown away. Left unmanaged across a full production run, inconsistent tension is one of the more expensive garment manufacturing bottlenecks, because it hides inside a cost line that looks like normal waste rather than a fixable process problem.
TL;DR: Uneven slitting tension does not just create scrap. It creates fabric that appears usable, gets cut, and only reveals its distortion once it reaches the sewing line, where the cost of correction is much higher than the cost of the fabric itself.
Bottleneck Three: Changeovers That Stall the Whole Floor
Few factories run one fabric width all day. Between garment sizes, colorways, or contract specifications, a slitting or collarette line usually needs to stop, get manually readjusted, and start again. That changeover routine, if done by hand, can take a meaningful chunk of a shift.
The effect compounds when slitting and the next process, such as collarette or binding cutting, run as separate, disconnected stations. Rolls move between machines by hand, which adds handling time and introduces a real risk of stretching or damaging fabric that was already tensioned correctly.
Supply chain researchers have flagged a related pattern at the macro level. NetSuite’s 2025 apparel industry report found that most fashion supply chain leaders report ongoing operational challenges, and that companies often take far longer to plan and execute a response than their sales cycle allows. A factory floor with slow, manual changeovers is essentially running the same problem in miniature, order after order.
Why Fabric Slitting Efficiency Is the Fix, Not Just a Buzzword
“Textile automation” gets used loosely, so it helps to be specific about what actually resolves the three bottlenecks above. Three mechanical questions tend to matter most:
- Edge tracking: Does the machine follow the fabric edge automatically using a sensor or photocell, or does accuracy depend on an operator’s eye?
- Tension control: Is fabric fed at a controlled, even tension, or pulled through at whatever speed the line happens to be running?
- Changeover speed: Can width or size changes happen in minutes, or does every changeover mean a near-total teardown of the cutting head?
Answering these three questions honestly is a more useful audit than asking whether a factory is “automated” in general. McKinsey’s analysis of fashion sourcing trends points out that apparel-manufacturing automation is still developing overall, but that the technologies already available show real potential to offset cost and speed disadvantages, particularly at the fabric preparation stage where manual variation does the most damage.
What This Looks Like on a Real Production Line
Machines built specifically for tubular knit processing offer a useful reference point. Svegea’s Euro-Collarette Series, for instance, is designed around the same three questions raised above: automated fabric guides and variable cutting speed compensate for changes in fabric tension instead of fighting them, and width adjustments on the semi-automatic models can reportedly be made in minutes rather than requiring a full mechanical reset.
This is not a claim that one machine line solves every bottleneck in every factory. Fabric type, order volume, and existing floor layout all change the calculation. The point is that tension control, edge tracking, and fast changeovers are achievable engineering targets, not aspirational ones. Any tubular knit slitting or collarette cutting setup, regardless of manufacturer, can reasonably be measured against them.
Building a Simple Bottleneck Audit
For a plant manager trying to hit a strict Q3 deadline, a full equipment overhaul is rarely the first move. A short audit usually is:
- Track how often quality control rejects panels or bindings for width or edge inconsistency over one week.
- Time an actual changeover, start to finish, rather than relying on the estimate everyone assumes is true.
- Check whether fabric tension is actively controlled during slitting or simply a byproduct of line speed.
These three data points, collected honestly, usually indicate whether the bottleneck lies in equipment, training, or workflow design before any purchasing decision is made.
TL;DR: Garment manufacturing bottlenecks are solvable, but only once they are correctly located. Manual trimming, uncontrolled slitting tension, and slow changeovers are the three most common causes. Fabric slitting efficiency, built on edge tracking, tension control, and fast setup, addresses all three directly.
Talk Through Your Specific Setup
Every factory floor is different, and the right fix depends on fabric type, order volume, and current layout. If it would help to talk through where your bottlenecks are actually coming from, Håkan Steene can walk you through the specifics. Reach him directly at h.steene@svegea.se.
Key Takeaways: The modern apparel manufacturing floor is experiencing a massive digital transformation. Global shifts toward fast-turnaround production, volatile material costs, and rising sustainability mandates are forcing textile brands to rethink old processes. Historically, the cutting room relied almost entirely on manual calculations, mechanical setups, and historical operator intuition.
Today, the concept of the “Smart Factory” has moved from a buzzword to an essential operational strategy. At the core of this technical evolution is the integration of Industry 4.0 infrastructure. Cyber-physical systems, real-time cloud data, and automated textile machinery are changing how garments are constructed. For facilities specializing in underwear, sportswear, and basic apparel, optimizing the automated cutting of components like bindings and waistbands is critical to maintaining a healthy bottom line.
The Operational Bottleneck in Traditional Binding and Trim Production
In high-volume garment lines, small design elements often dictate overall production efficiency. Structural rib-knit bindings, waistbands, and collarette edges are perfect examples. These essential trims ensure elastic durability and structural integrity in everyday apparel. However, handling tubular knitted fabrics manually frequently creates major operational bottlenecks.
When factory operators rely on mechanical cutting tables or older, semi-automatic gear, maintaining precise tension is difficult. Tubular knit fabrics naturally stretch, curl, and warp depending on ambient room humidity and yarn composition. If tension fluctuates even slightly during the slitting process, the width of the cut binding varies.
The negative effects of inaccurate slitting ripple straight through the assembly line. Inconsistent strip widths lead to downstream sewing machine jams, broken needles, and misaligned seams. According to data tracked by the World Textile Information Network (WTIN), quality-related rejects and fabric reworks can drain up to 5% of a manufacturer’s annual revenue.
How a Modern Collarette Cutting Machine Fits Into the Smart Factory
A smart factory operates on a basic principle: every piece of machinery should function as an intelligent, data-driven node. A modern, automated collarette cutting machine addresses traditional trimming issues by replacing manual intervention with digital precision. Instead of treating fabric slitting as an isolated step, smart systems view trimming as an integrated part of the broader manufacturing workflow.
Modern automated cutters use Programmable Logic Controller (PLC) systems linked directly to internal network interfaces. This connectivity allows production managers to load cutting patterns and specifications instantly from central databases. The machinery automatically recalibrates for varying fabric weights or multi-band adjustments, minimizing human error during changeovers.
Furthermore, these smart systems rely on electronic speed synchronization. By coordinating the fabric turntable directly with the cutting drive, the material is fed to the circular blades at a perfectly consistent tension. This active control avoids the pulling and stretching that typically distort tubular textiles, ensuring uniform strips from the first meter to the last.
Reducing Textile Waste and Lowering Total Cost of Ownership
Material cost represents the largest percentage of an apparel factory’s operating expense. In traditional trimming rooms, scrap fabric—frequently referred to as “cabbage”—can average 15% to 20% of the total raw material roll. This volume of waste hurts profitability and directly conflicts with strict global sustainability criteria, such as standards outlined by the Sustainable Apparel Coalition (SAC).
Implementing automated cutting systems allows facilities to capture immediate material savings:
- High-Precision Edge Slitting: Automated guides minimize margin requirements, maximizing the usable width extracted from each tubular roll.
- Active Material Optimization: Synchronized feeding eliminates distorted fabric, saving material that would otherwise be discarded due to tension defects.
- Fewer Downstream Rejects: Delivering uniform, accurately cut strips directly to the sewing department prevents structural stitching errors and component scraps.
By minimizing fabric waste from 15% down to under 5%, high-capacity manufacturing lines can save tens of thousands of dollars annually on raw materials alone. Additionally, transitioning operators from tedious manual handling to managing advanced PLC interfaces creates a safer, more productive work environment.
Engineering Highlight: The Euro-Collarette Series
Engineers who want to bring these smart efficiencies onto their production floor often evaluate specialized Swedish machinery. The line of fully automatic cutters developed by Svegea of Sweden illustrates how automated design principles improve daily factory metrics.
For example, systems like the Euro-Collarette 300 Fully Automatic (EC 300) are engineered to handle high-demand production lines while maintaining tight tolerances. The equipment features integrated electronic speed synchronization and advanced touch-screen controls, allowing operators to quickly update parameters for multiple simultaneous bands.
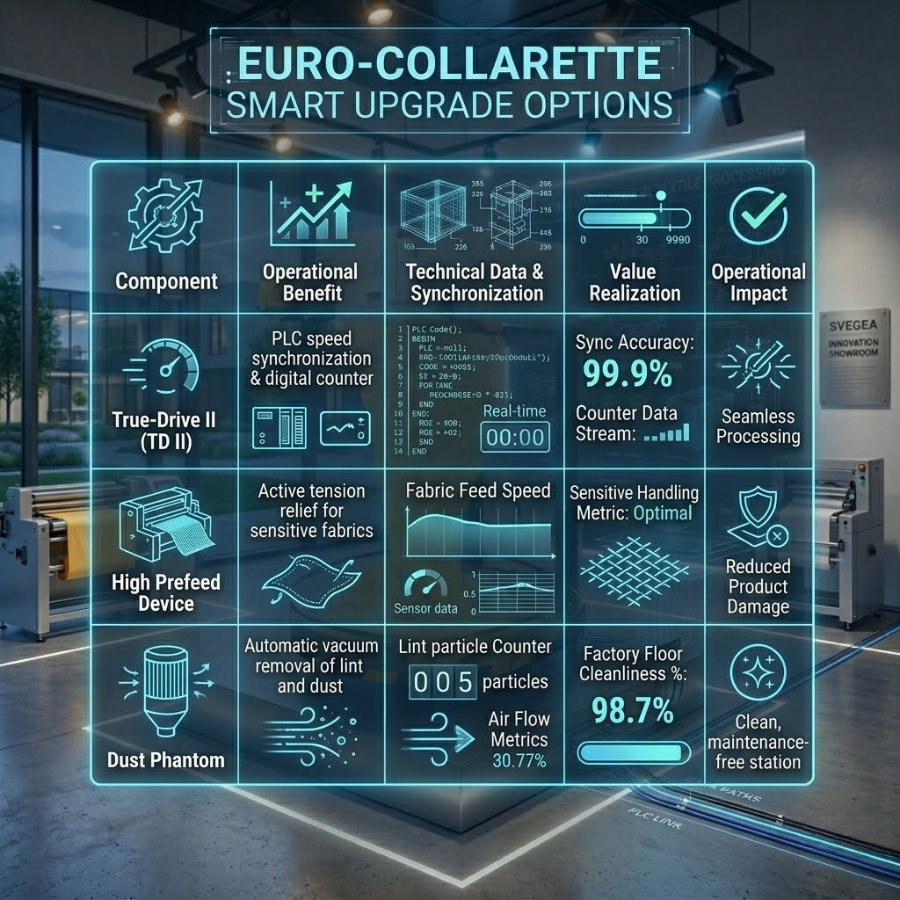
These configurations use advanced control add-ons like the True-Drive II (TD II). This system uses a dedicated PLC interface and integrated digital yard counters to ensure fabric synchronization. Additionally, accessories like the Dust Phantom vacuum system keep the cutting environment free of lint and debris, protecting sensitive electronics and creating a cleaner workspace.
Integrating Intelligent Cutting Automation into Your Supply Chain
Transitioning to a smart factory framework does not require replacing an entire facility’s equipment overnight. Instead, smart scaling involves identifying and upgrading the specific production points where material waste and labor bottlenecks cause the highest financial losses.
When looking at waistband fabrication and binding preparation, updating to a modern automated cutting system represents a highly reliable process improvement. Protecting fabric margins before material enters the sewing assembly line ensures that downstream automated sewing blocks function continuously without unexpected disruptions.
As digital automation continues to shape global apparel manufacturing, companies using connected, precise machinery will maintain a distinct advantage. Embracing smart textile engineering protects your margins, reduces factory floor waste, and keeps your production schedules predictable in a competitive market.
Optimize Your Production Floor Architecture
To learn more about how automated cutting systems can integrate with your facility’s workflows, contact Håkan Steene at h.steene@svegea.se for technical consultation, detailed equipment specifications, or calculated ROI assessments.
Profit margins in the textile industry often depend on the smallest details. In a high-volume garment factory, every centimeter of fabric and every second of labor counts toward the bottom line. As we move through 2026, CFOs and procurement officers are looking beyond the initial price tag of machinery. They are now focusing on a more critical metric: Textile slitting machine ROI.
While manual slitting has traditionally kept upfront costs low, it often hides “invisible” expenses that erode profitability. In contrast, automated systems provide a path toward altruistic manufacturing—where efficiency and worker well-being go hand-in-hand. This guide breaks down the financial logic of upgrading your cutting room.
TL;DR: The Financial Impact of Automation
-
- Direct Savings: Automated slitting reduces fabric waste by an average of 15% through precision edge-sensing.
- Labor Efficiency: One automated system typically replaces the output of three manual stations, reallocating labor to higher-value tasks.
- The ROI Formula: Annual Savings = (Manual Labor Cost + Waste Value) – (Automated Labor Cost + Maintenance).
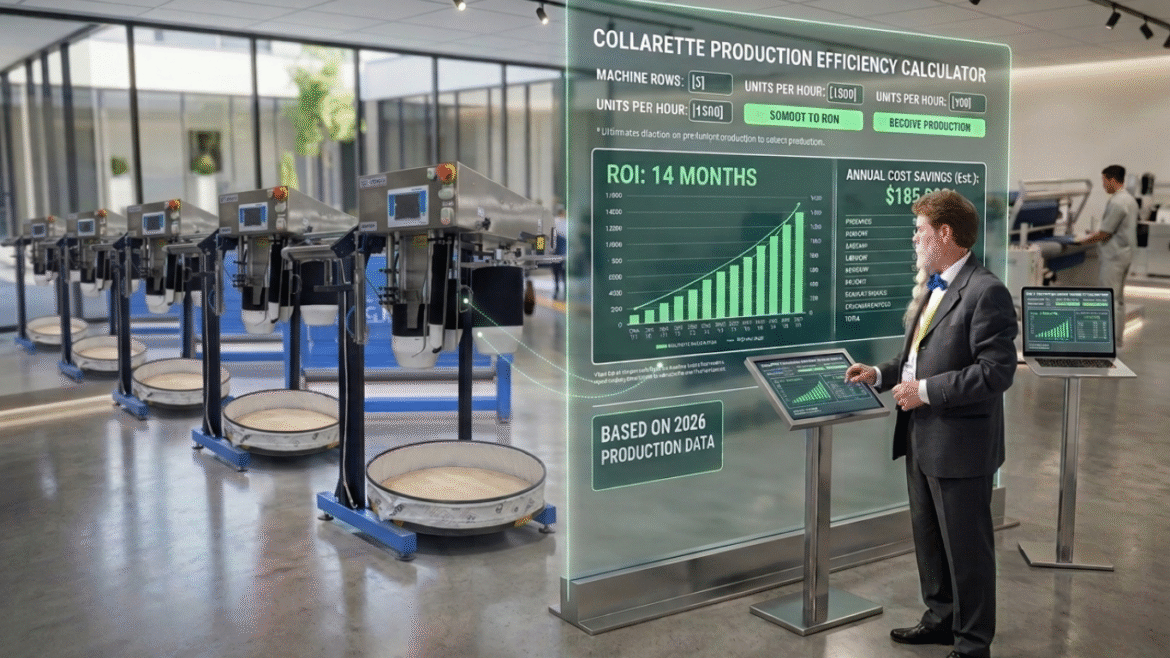
- Payback Period: Most high-volume manufacturers achieve full ROI within 12 to 18 months.
The Hidden Costs of Manual Slitting
Many manufacturers view manual slitting as a flexible, low-risk operation. However, human variability introduces financial leaks that are difficult to track without granular data. Manual operators, regardless of their skill level, experience fatigue. This leads to inconsistent roll tension and slight cutting deviations.
When a roll is slit inaccurately, the downstream effects are costly. Inconsistent widths cause jamming in sewing machines or misaligned seams in the final garment. According to the World Textile Information Network (WTIN), quality-related rejects can cost a factory up to 5% of its annual revenue. By switching to a system with automated tension control, you essentially “plug” these financial leaks.
Quantifying the Efficiency Gap: Manual vs. Automated
To understand the textile slitting machine ROI, we must look at the hard data. Below is a comparison based on standard 2026 production metrics for mid-to-large-scale garment facilities.
| Metric | Manual Slitting Operation | Automated Slitting (Svegea) |
| Output per Hour | 40 – 60 Meters | 150 – 250 Meters |
| Material Waste % | 18% – 22% | 3% – 5% |
| Operator Hours | 3 Operators | 1 Technician |
| Rejection Rate | Moderate (4%+) | Minimal (<1%) |
| Safety Risk | High (Manual blades) | Low (Enclosed PLC) |
The table illustrates that automation isn’t just about speed. It is about the drastic reduction in material waste. In an era where fabric costs represent nearly 60% of the total garment cost, a 15% reduction in waste directly impacts the gross margin.
A “Plug-and-Play” ROI Formula for CFOs
Calculating the return on investment doesn’t have to be a complex task. You can use this simplified formula to estimate your potential annual savings:
Total Annual Savings = [(Lh × Rh) + (W% × Fm)] – Am
- Lh: Reduction in manual labor hours per year.
- Rh: Hourly labor rate (including benefits).
- W%: Percentage of fabric saved through precision cutting.
- Fm: Total annual fabric spend.
- Am: Annual maintenance and power cost of the new machine.
For example, a factory spending $1M annually on fabric that reduces waste from 15% to 5% saves $100,000 on material alone. When you add the reduction in labor hours, the machine often pays for itself in just over a year.
Sustainability as a Financial Asset
The International Finance Corporation (IFC) highlights that resource efficiency is now a core requirement for textile financing and global trade compliance. Automated slitting supports this by ensuring “Right-First-Time” production.
Beyond the immediate cash flow, automated systems help factories align with the UN Sustainable Development Goals for responsible consumption and production. For a CFO, this means better access to “green” credit lines and more robust partnerships with global brands that prioritize audited, sustainable supply chains.
Featured Tech: The Svegea EC-300 Collarette System
The Svegea EC-300 serves as a benchmark for this financial transition. It is not just a cutter; it is a profit-recovery tool. Designed with an advanced PLC (Programmable Logic Controller), it allows for rapid changes in slitting widths with zero downtime.
What makes the EC-300 a strategic choice is its durability. High-quality Swedish engineering ensures that the machine maintains its precision over a decade of use, rather than degrading after a few years. This longevity is a key factor in calculating the long-term textile slitting machine ROI. It allows procurement officers to amortize the cost over a longer period, improving the balance sheet.
The Human Element: An Altruistic Transition
Investment in automation is often misinterpreted as a move to eliminate the workforce. However, leading manufacturers are using automation to solve the “Labor Gap.” Finding skilled manual cutters is increasingly difficult.
By implementing automated slitting, you provide your employees with a safer, tech-forward environment. This reduces turnover and training costs—another “soft” ROI factor that often goes uncounted. Workers transition from physically demanding roles to managing sophisticated PLC systems, which increases their own professional value within the industry.
Moving Forward with Data
The decision to upgrade your cutting room should be based on transparency and data. In the current market, the cost of doing nothing—and continuing with manual waste—is often higher than the lease payment on a new, automated system.
By analyzing your current waste percentages and labor hours, you can create a customized roadmap for your factory’s evolution. Automation is the bridge between the traditional craft of garment making and the high-efficiency requirements of the modern world.
Evaluate Your Cutting Room Today
Maximizing your ROI requires a blend of the right technology and strategic planning. If you are ready to move from manual estimates to automated precision, professional insight can help you bridge the gap.
For a detailed ROI analysis or technical specifications, please contact Håkan Steene at h.steene@svegea.se.
The global garment industry is currently navigating a period of rapid transformation. As consumer demand for “fast fashion” evolves into a demand for “sustainable quality,” manufacturers face a difficult balancing act. You must maintain high output speeds while simultaneously reducing material waste and improving precision. At the heart of this challenge lies one critical factor: the evolution of textile machinery.
For decades, textile production relied on labor-intensive processes. However, today’s market demands a more technical approach. Modern machinery is no longer just a tool for assembly; it is the primary driver of operational efficiency and search dominance in a competitive global landscape.
The Shift Toward Specialized Automation
Automation is often discussed in broad strokes, but for garment manufacturers, the real value lies in specialization. Standard sewing machines are essential, yet the specialized equipment handling fabric preparation—such as slitting and winding—often determines the final margin of a product.
When you invest in high-quality textile machinery, you are not merely buying a device. You are implementing a system that minimizes human error. Manual fabric cutting often leads to irregular widths or frayed edges, which can ruin an entire production batch. In contrast, automated slitting machines provide the consistency required for high-end apparel and medical textiles.
Furthermore, the integration of smart sensors and digital controls allows operators to adjust parameters in real-time. This level of control ensures that every millimeter of fabric is accounted for, which is a significant advantage when working with expensive raw materials.
Sustainability Through Precision Slitting
Sustainability is no longer a buzzword; it is a requirement for doing business with global brands. According to the International Textile Manufacturers Federation (ITMF), reducing waste at the source is one of the most effective ways to lower the environmental footprint of a factory.
Precision is the most direct route to sustainability. In the production of t-shirts, underwear, and sportswear, “collarette” or rib-knit bindings are used extensively. If the machinery used to cut these bindings is inefficient, the “cabbage” (fabric waste) can exceed 15% of the total material.
Modern textile machinery, specifically designed for tubular knit slitting, drastically reduces this figure. By using circular blade technology and synchronized tension controls, manufacturers can extract more usable trim from the same amount of fabric. Consequently, this lowers the cost per garment and helps the manufacturer meet the strict waste-reduction targets set by organizations like the Sustainable Apparel Coalition.
The Role of Machinery in the Global Supply Chain
The textile industry is highly sensitive to logistics and lead times. If a specialized machine breaks down or operates below its rated capacity, the entire supply chain feels the ripple effect. Therefore, reliability is just as important as speed.
Modern textile machinery manufacturers are now incorporating “Industry 4.0” features. These include remote diagnostics and predictive maintenance alerts. Imagine a scenario where your slitting machine alerts your maintenance team that a blade is becoming dull before it starts ruining fabric. This proactive approach prevents costly downtime and keeps your shipments on schedule.
Moreover, the versatility of modern equipment allows manufacturers to pivot their production quickly. During the global pandemic, many garment factories shifted to producing medical PPE almost overnight. Those with flexible textile machinery—machines that could be easily recalibrated for different fabric weights and widths—were the ones that survived and thrived during the transition.
Choosing the Right Equipment for Your Facility
When selecting new textile machinery, many owners make the mistake of looking only at the initial purchase price. However, the Total Cost of Ownership (TCO) is a much more accurate metric.
A cheaper, generic machine may save money upfront. However, if it consumes more power, produces more waste, or requires frequent repairs, it will eventually become more expensive than a premium Swedish-engineered machine. When evaluating your options, consider these three factors:
-
Output Consistency: Does the machine maintain the same quality at hour one as it does at hour twenty?
-
Spare Parts Availability: Is the manufacturer established? Can they ship critical components quickly to prevent downtime?
-
Scalability: Can the machine be integrated into an automated workflow, or is it a “standalone” island that will eventually limit your growth?
The Future: AI and Textile Manufacturing
The next frontier for textile machinery is the integration of Artificial Intelligence. While we are still in the early stages, AI is beginning to play a role in fabric defect detection and optimized cutting patterns. AI algorithms can analyze a roll of fabric and determine the most efficient slitting path to avoid known defects, further pushing the boundaries of what “zero waste” looks like.
For manufacturers in the Asian and European markets, staying informed about these technological shifts is essential. The gap between “traditional” factories and “smart” factories is widening. To remain a preferred partner for global brands, you must demonstrate a commitment to using the best technology available.
Spotlight: The Svegea EC-300 Collarette Cutter
To understand the impact of specialized machinery, one should look at innovations emerging from Sweden. Svegea of Sweden has been a leader in this niche for about 74 years. Their flagship machine, the Svegea EC-300, represents the pinnacle of efficiency for manufacturers specializing in knitwear.
The EC-300 is an automatic collarette cutting machine designed specifically to produce trim-feed for high-speed sewing lines. What makes it unique is its ability to handle tubular fabrics with varying degrees of elasticity without distorting the material.
Key Features of the EC-300 include:
-
Dual-track cutting: This allows simultaneous cutting of two different binding widths, doubling the output without increasing the floor space required.
-
Automated Tension Control: The machine senses the weight and stretch of the fabric, adjusting the feed speed automatically to prevent “necking” or stretching.
-
User-Friendly Interface: Modern operators can program specific jobs into the system, ensuring that the same specifications are met every time, regardless of who is operating the machine.
By integrating a machine like the EC-300 into a production line, a factory can move from manual, inconsistent trimming to a streamlined, high-volume operation.
The Backbone of the Global Garment Industry
Textile machinery is the backbone of the global garment industry. From the precision of the Svegea EC-300 to the broad efficiencies of automated winding systems, the right equipment allows you to produce more, waste less, and grow faster. In an era where margins are thin and expectations are high, your machinery is your most significant competitive advantage.
If you are looking to upgrade your production capabilities or need expert advice on the best slitting and cutting solutions for your facility, help is available.
Contact for Inquiries: For personalized consultations and technical details on how Swedish-engineered textile machinery can transform your output, please reach out to:
Hakan Steene, Managing Director, Svegea of Sweden
Email: h.steene@svegea.se

The global textile industry is standing at a massive crossroads. For decades, “waste” was viewed merely as an unfortunate byproduct of the manufacturing process. It was a line item on a spreadsheet that most factory managers tried to ignore. However, as we move through 2026, the legislative landscape has shifted permanently. The European Union has introduced rigorous new standards. These laws transform every scrap of discarded fabric from a simple mess into a significant financial liability.
If you are a garment or textile manufacturer, the EU Textile Waste Directive 2026 is no longer a distant threat. It is your new operational reality. This guide explores how you can navigate these complex regulations. More importantly, we will show you how to use high-precision Swedish engineering to turn these rules into a distinct market advantage.
Understanding the 2026 Legislative Shift
The heart of the new regulation lies in the Extended Producer Responsibility (EPR) framework. Under these rules, manufacturers are financially responsible for the entire lifecycle of the textiles they produce. This includes the collection, sorting, and recycling of waste. The EU has implemented “eco-modulated” fees. Essentially, the more waste your production process generates, the higher the taxes you must pay to sell your goods in the European market.
This policy aims to accelerate the transition toward a circular economy. Global brands are now scrambling to find manufacturing partners who can prove their sustainability credentials. If your factory continues to operate with high-waste manual processes, you risk losing your most valuable contracts. Precision is no longer a luxury. It is now a requirement for market access.
The High Cost of the “Human Margin”
Many factories still rely on manual or semi-automated cutting systems. While these methods worked in the past, they carry a “human margin” of error. This error is now too expensive to maintain. When a small slip causes a tiny measurement error, that fabric is often discarded. Over a year of high-volume production, these tiny errors accumulate into tons of wasted material.
Under the new EPR rules, you are taxed on every gram of that waste. This is where Svegea’s automated cutting solutions provide a revolutionary answer. We have equipped our machinery with advanced hardware and software drive systems. This technology allows for extreme cutting accuracy that manual methods simply cannot match.
By digitizing the drive systems across our product range, we have eliminated the inconsistencies of manual intervention. Our machines ensure that every cut is identical. This level of precision reduces your material scrap rates to the absolute minimum. Consequently, your reported waste volume drops. Your eco-modulated fees will follow suit.
Achieving Zero-Waste in Fabric Processing
Processing specialized fabrics presents a unique challenge for waste management. Because many textiles are prone to stretching and tension variations, traditional cutters often produce uneven edges. To compensate, manufacturers often cut wider than necessary. This leads to significant “edge-trim” waste.
Svegea’s engineering philosophy was designed to solve this specific pain point. Our machinery utilizes sophisticated electronic speed synchronization. This ensures that the fabric is fed at a constant, relaxed tension throughout the entire cycle.
What is the result? You achieve zero-waste processing. Our systems allow you to cut precisely what you need without the “safety margins” that lead to scrap. In a world where every kilogram of waste increases your regulatory costs, the ability to process textiles with 100% efficiency is a game-changer. It transforms your facility from a “high-tax” waste generator into a low-tax precision leader.
Data: The Currency of the Circular Economy
The 2026 directives also introduce the Digital Product Passport (DPP). This initiative requires a transparent record of how a garment was made. Brands now need data to prove that their suppliers are minimizing environmental impact.
Utilizing PLC-controlled machinery provides clear insights into production metrics, making it simple to track material efficiency. This transparency allows you to share meaningful data with fashion labels, helping them reach their sustainability milestones. By providing this level of detail, you become more than a supplier; you become a trusted partner who offers consistency and confidence in every shipment.
Strategic Transition: How to Start
Transitioning your factory to meet 2026 standards does not happen overnight. However, the first step is identifying the “waste leaks” in your current production line.
1. Audit Your Scrap: Measure exactly how much fabric goes into the bin each week. Calculate the cost of that fabric plus the estimated EPR fees you will face.
2. Upgrade Critical Nodes: You don’t need to replace every machine at once. Start with high-volume areas where precision makes the biggest impact on your yield.
3. Train for Tech: Ensure your operators understand how to use digital touch screens and electronic synchronization to their full potential.
Leadership Through Precision
The 2026 EU Textile Waste Directive is a significant challenge. However, it is also a massive opportunity. Manufacturers who lean into automation and high-precision cutting will thrive. They will lower their costs. They will satisfy their regulators. Most importantly, they will win the trust of the world’s leading brands.
Don’t let waste eat your profits. Instead, use precision to build your future. Svegea is ready to be your partner in this new era of garment manufacturing. Whether you are aiming for zero-waste production or looking to integrate smarter software into your workflow, we have the tools you need to lead the market.
Do you have questions about how our textile machinery can help you stay compliant? We invite you to reach out directly to our expert for a personalized consultation. We are ready to assist with technical queries and ROI discussions.
Contact Hakan Steene today:
Email: h.steene@svegea.se
The global textile industry is currently moving toward a future defined by automation and resource efficiency. As manufacturers seek ways to minimize waste and maximize output, the importance of high-precision machinery has never been more apparent. Svegea of Sweden is thrilled to announce its presence at the upcoming Texprocess 2026 exhibition in Frankfurt am Main. We invite all textile enthusiasts, garment manufacturers, and industry innovators to join us from April 21 to 24 at Hall 8.0, Stand C43.
Texprocess 2026 represents the pinnacle of international trade fairs for the processing of textile and flexible materials. It serves as a vital meeting point where the latest technologies are showcased to a global audience. For Svegea, this event is the perfect stage to demonstrate how our heritage of Swedish engineering meets the modern demands of digitalized production. Our team is eager to connect with partners who share our passion for excellence in garment manufacturing.
Unveiling the Future: The Enhanced FA350 Strip Cutter
At the heart of our exhibit this year is the FA350 Fully Automatic Strip Cutter. This machine has long been a staple for manufacturers requiring versatile slitting for open knits, woven fabrics, and non-woven materials. However, for Texprocess 2026, we have taken this powerhouse to the next level. We will be showcasing the FA350 equipped with a brand-new hardware and software drive system.
This update significantly enhances the user interface and operational precision. The new PLC-controlled system allows for up to three preset cut widths and a variable number of cuts per cycle. Furthermore, the totally enclosed cutting cycle ensures that operator safety is never compromised while the machine maintains a cutting accuracy of +/- 0.01 mm. Whether you are working with delicate satin or heavy-duty polyester, the FA350 provides the stability and speed necessary to keep your production lines moving efficiently.
Flexibility Meets Performance: The EC 200-C with E-Drive II
Joining the FA350 at our stand is the Euro-Collarette 200-C (EC 200-C). We designed this medium-range, flexible collarette cutter specifically for manufacturers to process tubular-knitted fabrics with zero waste. For the 2026 showcase, the EC 200-C comes equipped with the advanced E-Drive II system.
The E-Drive II provides electronic speed synchronization for the fabric turntable, which is a critical feature for maintaining consistent tension during the cutting process. Because fabric tension can vary significantly between different knit structures, this synchronization prevents distortion and ensures every band roll is of the highest quality. The machine can handle tubular fabric widths from 35 cm to 110 cm, making it one of the most adaptable solutions in our portfolio. Visitors will see firsthand how the electronic soft start and stop features protect the integrity of the fabric from the very first centimeter.

Svegea FA350 and EC 200-C textile cutting machines at Texprocess 2026 exhibition stand.
Why Connectivity and Innovation Matter
Texprocess is more than just a display of hardware; it is an exploration of the “Econogy” and digitalization trends shaping our world. Modern garment manufacturing is no longer just about speed. Today, it is about how intelligence is integrated into the mechanical process to reduce the environmental footprint. By utilizing PLC-controlled synchronization and high-grade Swedish steel components, Svegea machines help manufacturers reduce material scrap—a direct contribution to more sustainable production cycles.
The synergy between Texprocess and the concurrent Techtextil exhibition creates an unparalleled environment for cross-industry learning. Attendees can see how innovations in technical textiles affect the machinery used to process them. We believe that by staying at the forefront of software integration, we provide our clients with the “Agentic” tools they need to maintain search authority and manufacturing dominance in a competitive market.
Join Us in Frankfurt
Texprocess 2026 excitement is building. Our team is ready for you. We will be on-site at Hall 8.0, Stand C43 to provide live demonstrations of the FA350 and EC 200-C. We want to discuss your specific manufacturing pain points. Our specialized machinery can solve these challenges while maximizing your ROI.
The textile industry is an ever-evolving landscape. Being part of this community means constantly looking for the next breakthrough. We are proud to contribute to this journey by providing tools that are not only robust and reliable, but also smarter and more intuitive than ever before.
Don’t miss the opportunity to see these innovations in action. Experience the precision of Swedish engineering and discover how our latest hardware and software upgrades can transform your production facility.
Register now to secure your attendance and visit the official Texprocess portal for more information:
We look forward to seeing you in Frankfurt!
Contact Information:
Svegea of Sweden
Website: www.svegea.se
Location: Hall 8.0, Stand C43
Event: Texprocess 2026
The global manufacturing landscape is shifting rapidly as we move through 2026. For garment and textile manufacturers, the “Textile New 2026” era represents a move toward hyper-efficiency and digital integration. However, these advancements arrive during a time of significant external pressure, making strategic agility more important than ever.
Geopolitical Tensions: The Middle East Factor
Current geopolitical issues in the Middle East continue to impact the entire textile industry as a whole. Because this region sits at the crossroads of major trade routes, instability creates a “bullwhip effect” across global supply chains.
1. Logistical Bottlenecks: Shipping delays through the Suez Canal have forced many manufacturers to rethink “Just-in-Time” delivery models.
2. Raw Material Costs: Energy fluctuations affect the production of synthetic fibers like polyester and nylon.
3. The Rise of Nearshoring: To mitigate these risks, many brands are moving production closer to Europe and North America. This shift increases the demand for high-speed, automated machinery that can offset higher local labor costs.
According to the latest trade data from the World Trade Organization, regional stability remains a primary variable for 2026 textile pricing.
Top Trends Shaping “Textile New 2026”
Success in 2026 requires more than just high output; it requires precision. Here are the core trends defining the industry this year:
1. Zero-Waste Manufacturing
Material costs represent up to 60-70% of total garment production expenses. In 2026, leading manufacturers are adopting zero-waste cutting techniques. By using advanced software and precision hardware, factories can significantly reduce off-cut waste, directly boosting their bottom line.
2. Digital Traceability
New regulations, particularly in the EU, now demand “Digital Product Passports.” Every garment must have a traceable data trail. Manufacturers who use automated systems to log material usage and origin are finding it much easier to comply with these global standards. Detailed updates on these policies are available on the European Commission website.
3. AI-Driven Production Floors
Artificial Intelligence has moved from a buzzword to a floor-level reality. Modern factories use AI to monitor machine health and optimize cutting patterns in real-time. This technology minimizes downtime and ensures that every roll of fabric is used to its maximum potential.
Versatility for Sustainable Fabrics
The 2026 trend toward sustainable materials—such as recycled blends and bio-fibers—requires machinery that can handle varying textures and elasticities. Svegea machines are designed for high versatility, allowing your production line to switch between different fabric types without lengthy recalibrations.
Reliable Engineering in Uncertain Times
When global supply chains are stressed, you need equipment that stays running. Svegea of Sweden focuses on durability and ease of maintenance. Our machines are a long-term investment in stability, ensuring your factory remains operational regardless of external geopolitical shifts.
For broader industry statistics and machinery shipment trends, the International Textile Manufacturers Federation (ITMF) remains the authoritative source for high-level data.
How Svegea of Sweden Supports Your Needs
As manufacturers navigate these complex waters, Svegea of Sweden provides the technical foundation for resilience. Our Swedish-engineered solutions are specifically built to address the challenges of the 2026 market.
Precision Cutting for Higher Yield
In a volatile market where raw material prices are unpredictable, Svegea’s automated strip cutters and collarette machines offer unmatched precision. By reducing human error and maximizing fabric yield, our machines help you maintain profitability even when material costs rise.
Future-Proofing Your Factory
The textile industry in 2026 is defined by those who can adapt. While geopolitical issues in the Middle East pose challenges, they also underscore the need for localized, efficient, and automated production. By investing in the right technology today, you ensure your business remains competitive, sustainable, and resilient.
Svegea of Sweden is dedicated to helping you meet these 2026 goals with precision and expertise.
Ready to upgrade your production for the “Textile New 2026” era? Contact us today to learn how our cutting-edge machinery can optimize your manufacturing needs.