
Buying a bias cutter winder system is not a small decision. For garment and textile manufacturers, it directly affects throughput, fabric waste, and finished product quality. The wrong machine costs you more than money — it costs you uptime, rework hours, and customer returns. Yet many production managers still approach the purchase with little more than a spec sheet and a price quote.
This checklist is designed to change that. Whether you’re replacing aging equipment or setting up a new bias binding line from scratch, these are the questions you need answered before you commit.
What is a bias cutter winder, and why does it matter?
A bias cutter winder opens previously formed tubular fabric — cut spirally at a bias angle — and rewinds it into a flat, single-ply roll. That roll is then fed into a strip cutter to produce bias binding tape. The process sounds simple. In practice, the machine must handle everything from lightweight jersey to heavy interlock without stretching, misaligning, or distorting the fabric grain.
Bias binding is used across garment types: necklines, armholes, hems, seams. According to Fibre2Fashion, bias-cut edges stretch to follow curved seams far better than straight-cut equivalents, which is why the technique remains standard in quality apparel production. A poorly wound roll creates tension inconsistencies that cascade through every downstream step. That single problem is often the root cause of a lot of quality complaints that get blamed on something else.
The checklist: 8 factors to evaluate
1. Fabric compatibility
Not all bias cutter winders handle all fabrics equally. Start here before anything else.
- Does the machine handle both knit and woven fabrics without retooling?
- What is the minimum and maximum fabric weight (GSM) the system supports?
- Can it process elastic or stretchable materials without distortion?
- Does it accommodate synthetic fabrics like polyester and nylon alongside natural fibres?
2. Cutting width range
Your product line likely spans multiple tape widths. The machine needs to match your full range, not just your most common SKU.
- What is the adjustable width range of the cutter?
- How quickly can width changeovers be made? Is it tool-free?
- Does the bias angle remain consistent across different widths?
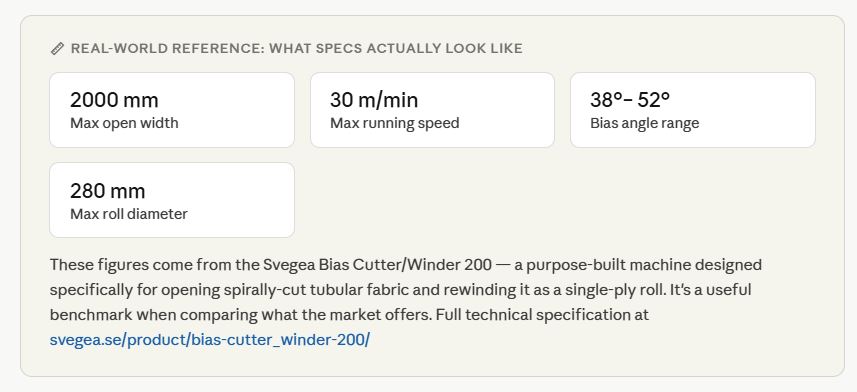
On the bias angle question specifically: the standard usable range on most production-grade machines sits between 38° and 52°, though some models extend down to 12° with optional kits. Know your required angle before you shortlist machines — it eliminates a lot of options quickly.
3. Winding tension control
This is where most lower-cost machines fail. Inconsistent tension during winding causes loose inner layers, tight outer layers, or roll collapse during storage. All three create downstream problems — and none of them are obvious until the roll is already on the strip cutter.
- Is tension control mechanical, electronic, or servo-driven?
- Can tension be adjusted during a run without stopping the machine?
- Does the system compensate for roll diameter growth as winding progresses?
- Is there a bow bar or anti-wrinkle mechanism built in?
That last point deserves more attention than it usually gets. Wrinkles introduced during winding are nearly impossible to remove cleanly downstream. A bow bar — a curved spreader that keeps the fabric flat and tension-even as it winds — is a feature worth specifically asking about in any demo.
4. Automation level and operator requirements
Labour costs and skill availability vary widely by region. The right level of automation depends on your specific floor conditions — not on what the brochure calls “efficient.”
- How many operators does the machine require per shift?
- Does it include automatic edge guiding, or is alignment manual?
- What happens during a fabric break — does it auto-stop safely?
- Is training documentation available in your operating language?
Out-of-fabric auto-stop is worth singling out. On a high-speed machine running at 25–30 metres per minute, a fabric run-out without an automatic stop can mean several metres of misaligned or empty winding before an operator catches it. That’s a waste, and on some fabrics, it’s damaged equipment too. The International Labour Organization notes that automation adoption in textile manufacturing is accelerating — but the right level of automation still needs to match your workforce structure.
5. System integration: Does it fit your existing line?
A bias cutter winder does not operate in isolation. It sits between a tube sewing unit and a strip cutter. Mismatched speeds or roll sizes between stations create bottlenecks that no amount of operator skill can fix.
- Does the machine match the output speed of your tube sewing unit?
- Is the finished roll diameter compatible with your downstream slitter?
- Can the supplier provide the full three-stage system from one source?
Sourcing all three stages from one supplier significantly reduces integration risk. When the tube sewing unit, bias cutter winder, and slitter are engineered to work together, speed synchronisation and roll handoff happen by design rather than by trial and error. It’s worth asking any supplier whether their machines have been validated together — not just tested individually.
At this stage, you should know: which fabrics you process, your required width and angle range, your automation preference, and whether you need a standalone machine or a full integrated system. If any of these are unclear, resolve them before requesting quotes.
6. Machine speed and throughput capacity
Speed is only meaningful relative to your demand. An oversized machine running at 40% utilisation is a capital allocation problem, not an asset. Equally, a machine that can’t keep pace with your sewing unit creates a bottleneck that expands under order pressure.
- What is the maximum operating speed in metres per minute?
- Does speed remain stable at both minimum and maximum cutting widths?
- What is the realistic throughput after accounting for roll changeover and operator time?
7. Maintenance, spare parts, and after-sales support
This is where many manufacturers get burned. The purchase price is visible. The cost of downtime waiting two weeks for a spare part from overseas is not until it happens.
- Are critical wear parts stocked locally or only available from the manufacturer?
- What is the standard lead time for spare parts delivery to your facility?
- Is remote diagnostics or video-based technical support available?
- What is the warranty period, and what does it actually cover?
The ISO 9001 quality management framework provides a useful lens for evaluating responsible after-sales support. Ask suppliers directly: What is your average response time for a technical fault? How many engineers can support our region?
8. Total cost of ownership, not just purchase price
The cheapest machine rarely delivers the lowest cost over three to five years. Factor in energy consumption, consumable parts, operator hours, and expected maintenance intervals. A well-built machine with a higher upfront cost often returns far more value per metre of fabric produced.
- What is the estimated annual maintenance cost at your expected utilisation level?
- What is the power consumption at full operating speed?
- Can the supplier provide references from manufacturers at a similar scale?
- What is the expected useful lifespan under your operating conditions?
On power draw: a machine like the Svegea Bias Cutter/Winder 200 runs on a 1.1 kW main motor plus a 0.18 kW cutter blade motor — modest by industrial standards. That kind of data is publicly available at svegea.se/product/bias-cutter_winder-200/ and worth benchmarking against whatever you’re comparing. Energy cost adds up over a five-year ownership cycle.
One more thing: ask for a demo run with your own fabric
Spec sheets show ideal conditions. Your production floor is not in ideal conditions. Before signing any purchase order, request a live demonstration — ideally using samples of the fabric you actually run. This is standard practice among reputable machinery suppliers. If a supplier can’t or won’t accommodate it, treat that as a signal.
Industry events like Texprocess Frankfurt and ITMA are also a practical way to compare machines side by side in a neutral environment, ask technical questions without a sales context, and talk directly to engineers rather than account managers.
Not a commodity purchase
A bias cutter winder is not a commodity purchase. The right system improves roll consistency, reduces fabric waste, and removes a recurring bottleneck in binding tape production. The wrong one sits on your floor, generating downtime and frustration.
Use this checklist as a starting point — not a final word. Every production environment is different. But if you can answer every item on this list before speaking to a supplier, you’ll negotiate from a far stronger position — and you’ll be far less likely to discover a deal-breaking incompatibility six months after installation.
Have specific questions about your bias cutting setup?
If you want to talk through your production requirements with someone who understands the machinery side, reach out to Håkan Steene at Svegea of Sweden. No hard sell — just a technical conversation about what makes sense for your line.


