
For T-shirt and underwear manufacturers, tubular knit fabric drives production — but only when the slitting stage performs. Here is where most operations quietly lose money.
Most garment production losses do not announce themselves. They accumulate. A panel that runs 3 mm wide. A slit edge that curls through three workstations. A reject rate that never quite drops below target. These are not random. They trace back to a single stage that too many manufacturers underestimate: tubular knit slitting.
Tubular jersey, rib, and interlock fabrics are the structural backbone of T-shirt and underwear manufacturing. But their elastic, loop-based construction makes them uniquely sensitive to what happens at the slitter. Research by the Bren School of Environmental Science estimates that 10–15% of fabric enters the cut-and-sew process as waste, and industry experts consistently note the real figure runs higher. A poorly calibrated slitting stage contributes directly to that number.
So what, specifically, goes wrong? And what does a properly engineered fix look like? Here are the five bottlenecks that consistently surface in tubular knit operations — and the reasoning behind each solution.
Bottleneck 1: Uncontrolled Tension Distorts the Knit Structure
Knit fabric behaves nothing like woven fabric under tension. Interlocked loops — not perpendicular warp and weft threads — build its structure. That loop construction delivers the stretch and recovery properties that make jersey ideal for garments. It also means the fabric responds to tension in ways a standard slitter simply is not designed to manage.
When uneven tension pulls across the fabric width, or inconsistent tension runs along the length of the pass, those loops shift. The slit panel may look correct when leaving the machine. Once it relaxes or moves through downstream cutting, however, the distortion reveals itself as skewed panels, misaligned seams, and reject rates that resist every attempt at correction from the cutting room.
The fix is calibrated, consistent tension control across the entire fabric path — from roll unwind through the spreading zone to the exit point. Not tension management at one point. Consistent tension management everywhere. That is the engineering standard a tubular knit slitter must meet.
Bottleneck 2: Blade Drift That Compounds Over a Production Run
Precision matters more in tubular knit slitting than most operators realise — until it fails. Manual or semi-manual blade positioning systems drift. In a high-speed run, a 2–3 mm shift in blade position creates a cascade of consequences: inconsistent panel width, side seam placement that falls outside tolerance, and elastic channel dimensions that no longer match specification.
For underwear manufacturers in particular, these tolerances are tight. A drifting cut line does not just affect one panel. It affects every panel until someone notices and intervenes — which, in a high-volume operation, can mean thousands of units.
Consequently, the fix demands a precision-set, mechanically stable blade system with fine adjustment controls that hold position across the full batch. Setup should be fast. Calibration references should be clear. And critically, positioning should be fully repeatable from shift to shift without re-dialling from scratch.
Bottleneck 3: Edge Curl That Taxes Every Downstream Workstation
Single jersey and lightweight tubular knits curl at the edges after slitting. This is not a minor inconvenience. It is a hidden labour cost that compounds across spreading, cutting, and sewing — and it is rarely tracked as a discrete expense, which is precisely why it persists.
Operators spend time coaxing edges flat before feeding panels through each stage. Automated cutting systems — systems that manufacturers invest heavily in to reduce labour dependency — are far less tolerant of curled feed stock than human hands. Edge curl at the slitting stage, therefore, sets a ceiling on what downstream automation can actually deliver.
The solution is controlled fabric spreading and edge management integrated ahead of the cut, not managed reactively by operators at every subsequent station. A well-engineered tubular knit slitter solves this problem at the source rather than distributing it across the production line.
Bottleneck 4: Slow Changeovers That Stall the Entire Line
Manufacturers running multiple product lines switch between tubular fabric diameters and knit constructions regularly. Every changeover is an opportunity for error and a direct deduction from production throughput. Machines that require complex re-threading, blade removal, or full tension recalibration for each new fabric type create bottlenecks that ripple downstream — cutting and sewing lines wait while the slitter catches up.
Moreover, slow changeovers discourage operators from recalibrating when they should. The cognitive and practical cost of resetting a difficult machine leads to running a fabric type on slightly wrong settings — producing output that is slightly off — rather than stopping to reconfigure properly. That trade-off is entirely predictable and entirely avoidable with the right machine design.
The fix is a slitter built around fast, intuitive changeover. Tool-free adjustments, clear calibration references, and a logical machine layout reduce changeover time to minutes. Operators move confidently between runs without the friction that erodes both speed and accuracy.
Bottleneck 5: Variable Output That Undermines Downstream Automation
Automated spreading and cutting systems demand consistency. They are engineered to process fabric of defined width, edge quality, and tension state. When the slitting stage feeds variable output into those systems, the automation degrades — not because the automated equipment is poorly designed, but because it is receiving input it was never built to correct for.
This creates a situation where manufacturers invest significantly in downstream automation and then fail to realise the expected return. The culprit is upstream. McKinsey’s apparel cost research notes that materials account for up to 60% of total garment production costs, which means that any inefficiency touching fabric yield compounds at scale. A slitting stage that produces inconsistent output does exactly that.
The fix is a slitter that delivers repeatable, high-quality output as a baseline — not as an occasional best case. Consistent panel dimensions and clean edges are the foundation on which the rest of the production line performs at designed capacity.
What a Purpose-Built Tubular Knit Slitter Actually Does
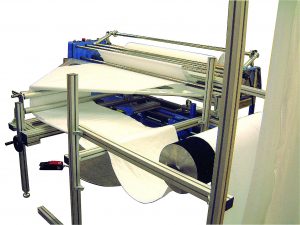
Svegea of Sweden engineers textile machinery specifically for the demands of knit fabric processing. The Svegea tubular knit slitter addresses all five failure points above — not as afterthoughts bolted onto a general-purpose machine, but as the core engineering brief.
The result is a machine purpose-built for T-shirt and underwear producers who need consistent output, fast changeovers, and a fabric-path design that respects the behaviour of knit structures under tension. It is not a general-purpose slitter adapted for tubular fabric. It is a tubular knit slitter, designed from the ground up for that application.
For manufacturers serious about eliminating slitting as a source of cumulative waste and inconsistency, that distinction is the whole point.
Common Questions about Tubular Fabric Slitting
What is a tubular knit slitter, and how does it differ from a standard slitter?
A tubular knit slitter opens tubular fabric — fabric woven in a continuous cylinder — into a flat sheet by cutting along a precise line. Unlike standard slitters designed for woven or flat fabrics, a tubular knit slitter must account for the elastic behaviour, loop structure, and edge-curl tendency of knit constructions. Standard slitters applied to tubular knits produce inconsistent results because the fabric’s dynamics fall outside what those engineered machines handle. For a broader overview of how knitting technology developed in textile manufacturing, see Wikipedia’s textile industry overview.
Why does tubular knit fabric distort during slitting?
Interlocked loops — not perpendicular warp and weft threads — build the structure of knit fabric. That construction gives it stretch and recovery properties that woven fabrics do not possess. When uneven tension pulls across the fabric width, or inconsistent tension runs along the length of the pass, those loops shift and distort the slit panel. The fabric may look correct leaving the machine, but once it relaxes or moves through downstream cutting, the distortion reveals itself.
What types of garments use tubular knit fabric?
T-shirts, underwear, athletic wear, and base layers represent the highest-volume applications. The global knitted fabric market continues to expand across fashion and technical applications, driven by rising demand for stretch, comfort, and performance properties. These product categories run in very high volumes, which means small slitting inefficiencies compound significantly across a production year.
How do I know if slitting is causing yield loss in my operation?
Common indicators include panel width variation between the start and end of a roll, higher-than-expected reject rates at the cutting stage, operator time spent managing edge curl after slitting, visible skew or bias in slit panels, and difficulty achieving consistent seam placement in assembly. Industry data consistently shows that fabric waste in cut-and-sew operations runs at 10–15% or higher. If any of these signals are present in your operation, the slitting process is worth auditing first.
Can one slitter handle different tubular fabric diameters and knit constructions?
Yes, but changeover design determines whether that flexibility is practical or theoretical. A well-engineered tubular knit slitter adjusts across a range of fabric diameters and weights without lengthy recalibration. The Svegea slitter has operational flexibility built in, supporting manufacturers who run multiple fabric types and product lines across their production schedule.
Does automated slitting deliver a return for mid-volume manufacturers?
Purpose-built slitters deliver returns through three clear channels. For manufacturers running consistent fabric types at meaningful volumes, more accurate cuts reduce fabric waste, tighter process control drives down rework and reject rates, and automation cuts operator dependency at the slitting stage. The break-even point shifts by operation. But producers of T-shirts and underwear running at scale will find that slitting precision directly impacts their cost per unit — and ignoring it rarely saves money. For context on how fabric cost sits within the total garment cost structure, this garment cost breakdown from Leelineapparel is a useful reference point.
Ready to Eliminate Slitting Bottlenecks?
Explore the full Svegea tubular knit slitter range and see the engineering specifications for yourself. Arrange a product demonstration, contact: Håkan Steene at h.steene@svegea.se.


